HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 68
68
Recessing cycle
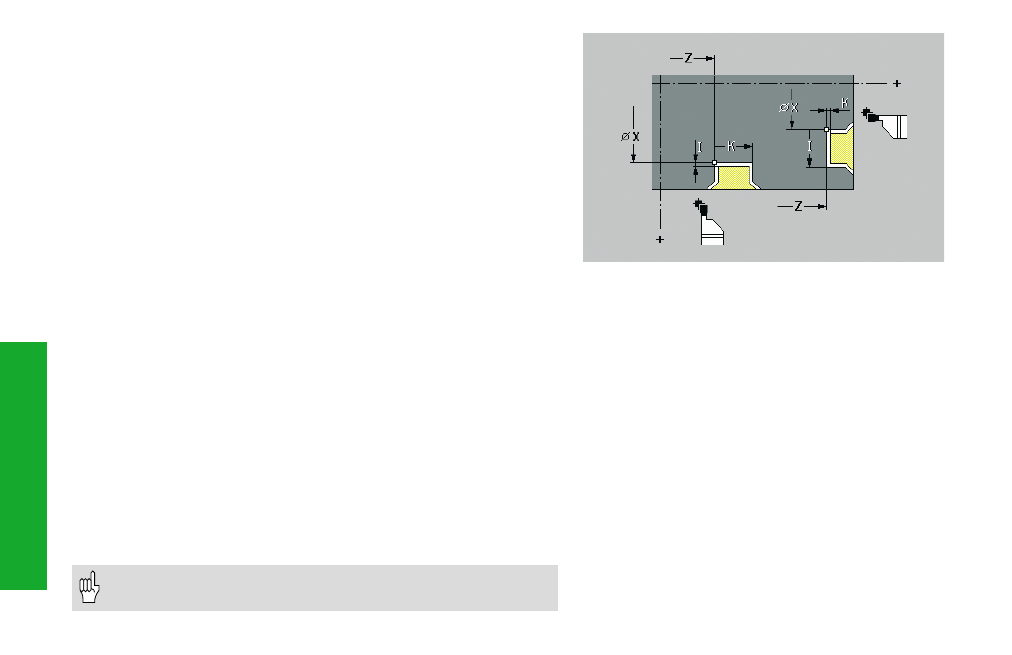
Simple recessing cycle G86
G86 machines simple radial and axial recesses with chamfers.
MANUALplus determines the position of the recess from the “tool
orientation“.
A programmed oversize is taken into account during rough-machining. In
the second step, the recess is finish-machined. The “Dwell time E“ is
only taken into account during the finish-machining.
G86 machines chamfers at the sides of the recess. If you do not wish
MANUALplus to cut the chamfers, you must position the tool at a
sufficient distance from the workpiece. Calculate the starting position as
follows:
XS = XK + 2 * (1.3 – b)
XS: Start position (diameter value)
XK: Contour diameter
b:
Chamfer width
Tool position at end of cycle:
• Radial recess:
X – start position; Z – last recess position
• Axial recess:
X – last recess position; Z – start position
Parameters
X, Z:
Target point (X as diameter)
I, K:
Oversize/width of recess
• Radial recess: I = oversize; K = recess width
• Axial recess: I = recess width; K = oversize
If you do not enter a recess width, a recessing stroke results
(recess width = tool width).
E:
Dwell time (for chip breaking) – default: length of time for one
revolution
• Cutter radius compensation: is not carried out
• Oversizes: are not considered