HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 63
63
Clearance cycle group
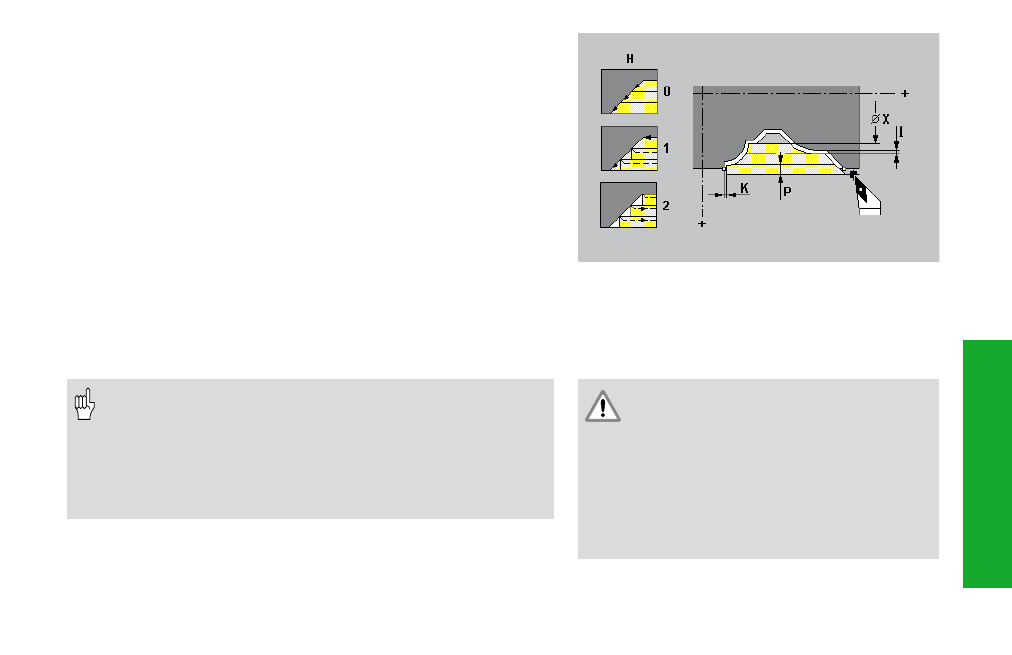
Longitudinal contour roughing with recessing G819
Transverse contour roughing with recessing G829
G819/G829 machines (roughs) the contour area described by the tool
position and the subsequent blocks – with plunge-cutting.
Tool position at the end of cycle: cycle starting point.
Parameters
X/Z:
Cutting limit (X as diameter value)
P:
Maximum approach – Maximum infeed distance
E:
Infeed
• E=0: Descending contours are not machined
• No input: Feed rate is reduced as a function of approach
angle – maximum feed rate reduction: 50%.
H:
Type of departure – default: 1
• 0: Machine contour outline after each pass
• 1: Retract at 45°; machine contour outline after last pass
• 2: Retract at 45° – do not machine contour outline
I/K:
Oversizes – default: 0
• Cutter radius compensation: is carried out
• Oversizes: G57/G58 oversizes are taken into consideration if I
and K are not given in the cycle. The oversizes are
deleted upon cycle completion.
• In the parameter “Active Parameters – Machining – Safety
distances“, you can change the safety distance which is
taken into account after each pass.
Danger of collision!
• If the setup and tip angles of the tool have
not been defined, the tool plunge-cuts at
the plunging angle.
• If the setup and tip angles have been
defined, the tool plunge-cuts at the
maximum possible angle. In this case, the
resulting contour will not be completely
finished and may need to be reworked.
Example: Longitudinal roughing cycle G819