HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 65
65
Clearance cycle group
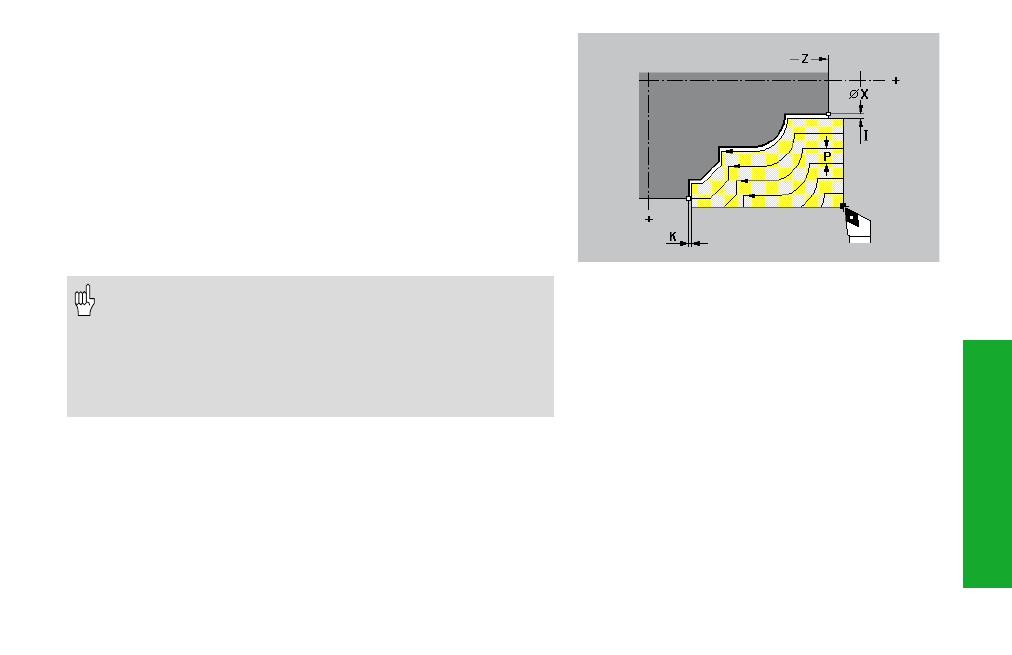
Contour-parallel roughing G836
G836 machines (roughs) workpiece sections parallel to the contour. “X,
Z“ define the contour start point, the subsequent blocks describe the
contour area. G80 ends the contour description.
Tool position at end of cycle: cycle starting point.
Parameters
X, Z:
Start point (X as diameter)
P:
Maximum approach – Maximum infeed distance
I/K:
Oversizes – default: 0
Q:
Longitudinal or transverse machining – default: 0
• 0: Longitudinal machining
• 1: Transverse machining
• Cutter radius compensation: is carried out
• Oversizes: G57/G58 oversizes are taken into consideration
if I and K are not given in the cycle. The oversizes are
deleted upon cycle completion.
• In the parameter “Active Parameters – Machining – Safety
distances“, you can change the safety distance which is
taken into account after each pass.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)