HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 64
64
Clearance cycle group
Danger of collision!
After each pass, the tool returns on a diago-
nal path before it advances to the next pass.
Program an additional path at rapid traverse
if there is any danger that the tool could col-
lide with the workpiece.
Simple contour repeat cycle G83
G83 carries out the functions programmed in the following blocks more
than once. The following blocks contain simple traverses or cycles
without contour description. G80 ends the machining cycle.
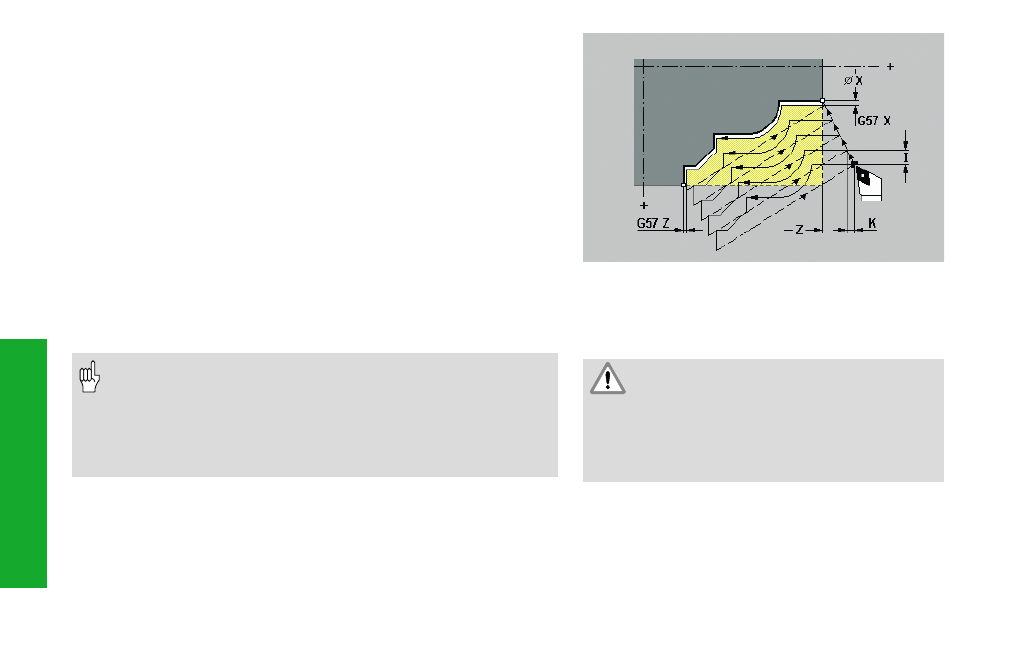
G83 starts the cycle execution from the current tool position. Before
each pass, the tool advances by the infeed distance defined in I and K.
Machining is executed as defined in the blocks after G83, taking the
distance from the tool position to the contour start point as an “over-
size“. G83 repeats this operation until the “start point“ is reached.
Tool position at end of cycle: cycle starting point
G83 must not be nested, not even by calling subprograms.
Parameters
X, Z:
Start point (X as diameter)
I/K:
Maximum approach (enter I and K without sign)
• No tool-tip radius compensation is carried out – you can
program cutter radius compensation separately with G41/
G42 and switch it off again with G40.
• Oversizes: G57 oversizes are taken into consideration. A
G58 oversize is taken into account if TRC is active. The
oversizes remain in effect even after the end of cycle.