HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 74
74
Threadcut cycle group
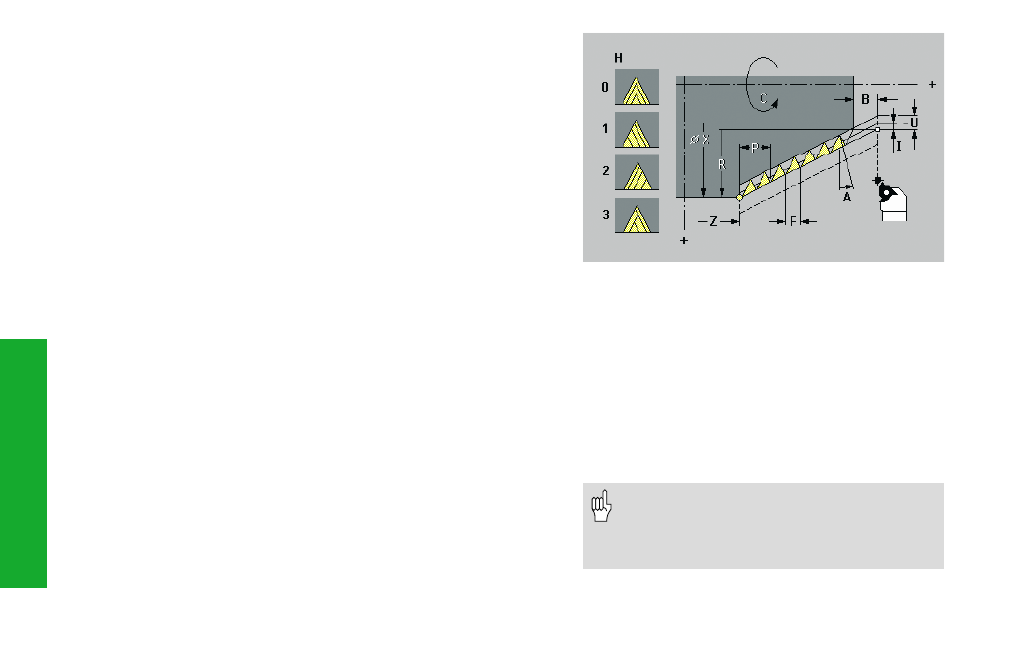
Universal thread cycle G31
(with and without contour description)
G31 cuts threads in any desired direction and position. You can chain
several threads. If you program the “final point X, Z”, the thread starts
at the current tool position and ends at “X, Z”. If you do not define the
“end point X, Z”, G31 will expect the following blocks to contain the
contour elements on which the thread is to be machined (contour
description). You can define up to 6 contour elements. G80 ends the
contour definition.
The infeeds in “type of infeed V=0 or V=1” are calculated on the basis
of U and I. With “types of infeed V=2 or V=3”, the infeeds are calcu-
lated from speed and “thread pitch F”.
Parameters
X, Z:
End point of thread (X diameter)
F:
Thread pitch
U:
Thread depth
U>0: Internal thread
U<=0: External thread on longitudinal, transverse or rear side
I:
Maximum approach – Maximum infeed distance
R:
Difference in radii – default: 0; R=(X–XA)/2, whereby:
XA=diameter at start of thread
X=diameter at end of thread
B:
Overrun length at start (slop. length) – no input: B=F*speed/1000
P:
Overrun length at end (overflow length) – no input: P=F*speed/1000
A:
Approach angle – no input: A=arctan(0.5*F/U);
range 0° < A < 60°
V:
Type of infeed – default: 0;
• V=0: Constant cross section for all cuts
• V=1: Constant feed
• V=2: With distribution of remaining cut – if
the division U/I provides a remainder, the first
feed is reduced. The last cut is divided into four
partial cuts: 1/2, 1/4, 1/8 and 1/8.
• V=3: Without remaining cut division
H:
Type of offset – default: 0
• H=0: No offset
• H=1: Offset to the left
• H=2: Offset to the right
• H=3: Offset alternating left and right
Q:
Number of air cuts after the last cut – default: 0
C:
Starting angle – default: 0
• “Cycle STOP“ only becomes effective at
the end of a thread cut.
• The feed rate override is disabled during
execution of the cycle.