HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 88
88
Dr
illing cy
cles
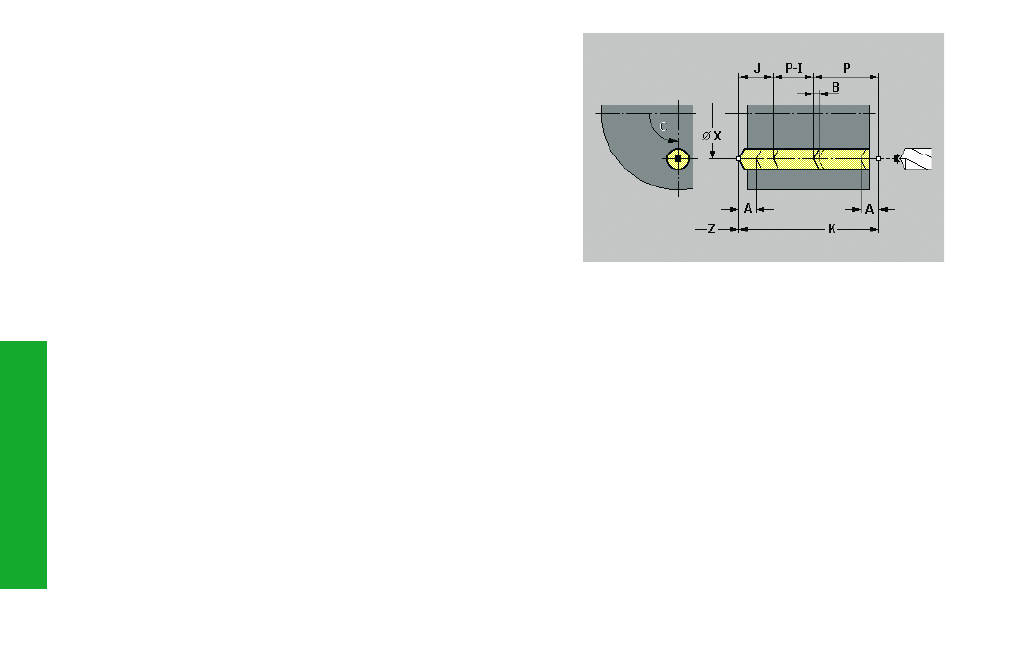
Deep-hole pecking cycle G74
G74 is used for axial and radial drillings. With stationary tools, the axial
hole must lie in the turning center. The hole is drilled in several passes.
The control starts execution of the cycle at the current tool and
spindle position.
Depending on “X/Z“, G74 decides whether a radial or axial drill hole
will be machined.
Parameters
X:
Final point hole for axial drilling (X as diameter value)
Z:
Final point hole for radial drilling
R:
Safety distance – default: Value from “Active Parameters –
Machining – Safety distances“
P:
1st drilling depth – default: Drill in one operation
I:
Reduction value – default: 0
B:
Return distance – default: Retract to“starting point of hole“
J:
Minimum hole depth – default: 1/10 of P
A:
Drilling lengths – default: 0
E:
Dwell time (for chip breaking at end of hole) – default: 0
V:
Drill variants (feed rate reduction: 50%)
• 0: Without feed rate reduction
• 1: Feed rate reduction for through drilling
• 2: Feed rate reduction for spot drilling
• 3: Feed rate reduction for spot and through drilling
K:
Drilling depth (radial drillings: radius) – default: is calculated