HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 28
28
Thr
eadcut cy
cle gr
oup
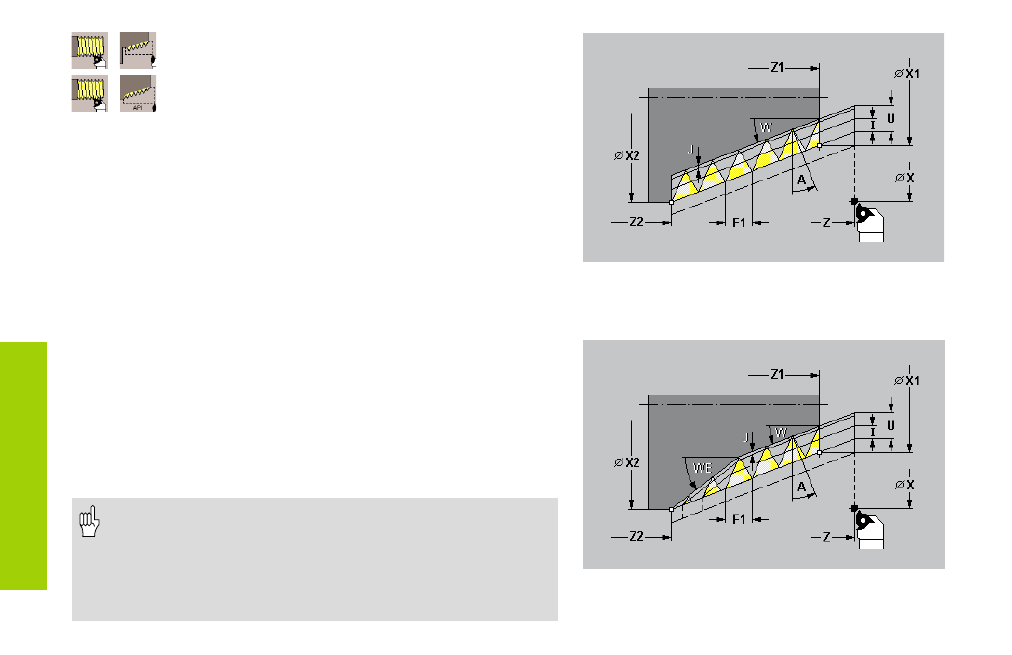
Tapered thread
API thread
This cycle cuts a single- or multi-start tapered/API thread. With the
function key, you can determine whether an external or internal
thread is to be machined. The thread starts at the “start point X“ and
ends at the “end point Z2“ (without an thread run-in or run-out). With
an API thread, the thread depth is decreased at the thread runout.
Information on the cycle parameters:
F1:
Thread pitch (is evaluated for the feed rate)
U:
Thread depth – no input:
• external threads: U=0.6134*F1
• internal threads: U=–0.5413*F1
I:
1st cutting depth – no input: I is calculated automatically from
U and F1
A:
Feed angle – default: 30°; range: –60° < A < 60°
• A<0: infeed on left thread flank
• A>0: infeed on right thread flank
J:
Remaining cutting depth – no input: 1/100 mm
D:
Number of grooves – default: 1 (= single-start thread)
E:
Incremental pitch (increases/reduces the pitch per revolution
by E) – default: 0
• ”Cycle STOP” only becomes effective at the end of a thread cut.
• The feed rate and spindle speed overrides are disabled
during execution of the cycle.
• The function ”Last cut” can be activated at the end of the
cycle. This function repeats the last thread cut, allowing
handwheel compensation.
Tapered thread
API thread