HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 77
77
Threadcut cycle group
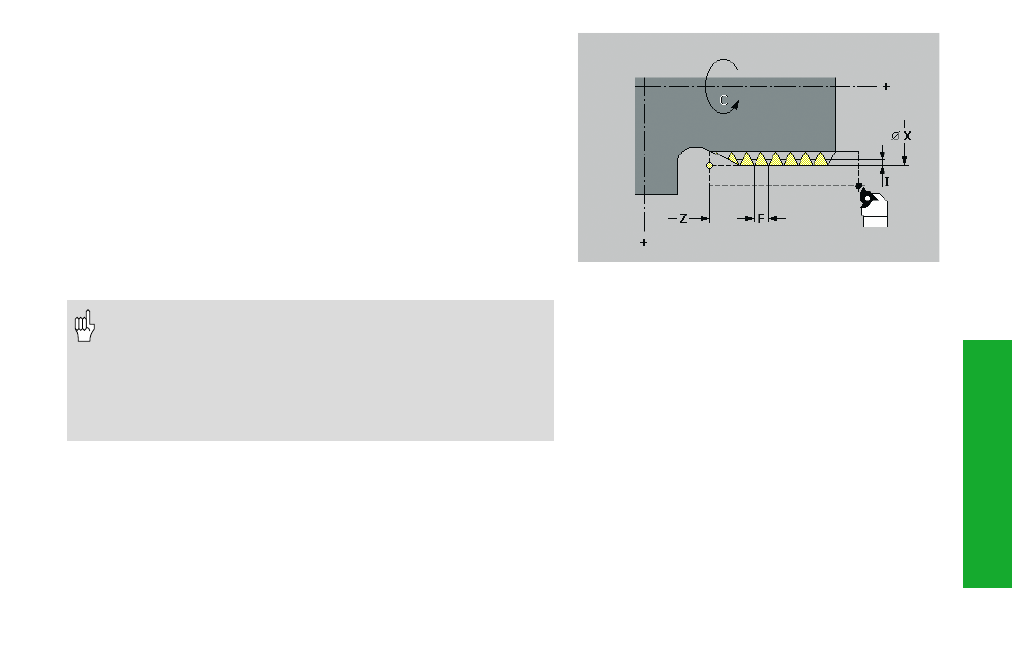
Metric ISO thread G35
With G35, you can cut internal and external longitudinal threads. From
the tool position relative to the final point of the thread, MANUALplus
automatically determines whether an internal or external thread is to be
cut.
Parameters
X, Z:
End point of thread (X diameter)
F:
Thread pitch – default: value from standard table
I:
Maximum infeed – default: I is calculated from the thread pitch
and the speed
Q:
Number of air cuts after the last cut – default: 0
B:
Remainder cut – default: 0
• B=0: Division of the last cut into 1/2, 1/4, 1/8, 1/8 cut.
• B=1: No remaining cut division
• “Cycle STOP” only becomes effective at the end of a thread cut.
• The feed rate and spindle speed overrides are disabled during
execution of the cycle.
• If you are programming an internal thread, it is advisable to
preset “F” since the diameter of the longitudinal element is not
the thread diameter. If you have MANUALplus calculate the
thread pitch automatically, slight deviations may occur.
- TNC 122 User Manual (63 pages)
- TNC 122 Technical Manual (70 pages)
- TNC 360 Service Manual (157 pages)
- TNC 416 Technical Manual (510 pages)
- TNC 335 Technical Manual (581 pages)
- TNC 360 User Manual (237 pages)
- TNC 360 ISO-Programmierung (2 pages)
- TNC 415 (280 540) User Manual (227 pages)
- TNC 370D (92 pages)
- TNC 416 (289 pages)
- TNC 415 (280 540) Technical Manual (752 pages)
- TNC 415 (259 96x) Service Manual (195 pages)
- TNC 407 (280 580) User Manual (376 pages)
- iTNC 530 (340 420) Pilot (104 pages)
- TNC 407 (280 580) ISO Programming (333 pages)
- TNC 415 (280 540) Service Manual (252 pages)
- PT 880 Installation (112 pages)
- ND 100 User Manual (116 pages)
- ND 287 User Manual (147 pages)
- ND 280 Quick Start (12 pages)
- ND 200 (156 pages)
- ND 282 (10 pages)
- ND 287 Quick Start (26 pages)
- ND 282 B (39 pages)
- ND 281 A (44 pages)
- ND 281 B v.1 (53 pages)
- ND 281 B v.2 (65 pages)
- ND 221 v.2 (10 pages)
- ND 231 B v.2 (56 pages)
- ND 231 B v.1 (44 pages)
- ND 221 B v.2 (45 pages)
- ND 550 v.2 (8 pages)
- NDP 560 (10 pages)
- ND 523 (93 pages)
- ND 570 (8 pages)
- ND 750 v.2 (46 pages)
- ND 760 v.3 (72 pages)
- ND 770 v.1 (40 pages)
- ND 770 v.3 (41 pages)
- ND 760 E (44 pages)
- IOB 49 (21 pages)
- NDP 960 (68 pages)
- ND 780 Installation (132 pages)
- ND 970 (47 pages)
- ND 1100 Quick Start (36 pages)