HEIDENHAIN MANUALplus 4110 Pilot User Manual
Page 82
80
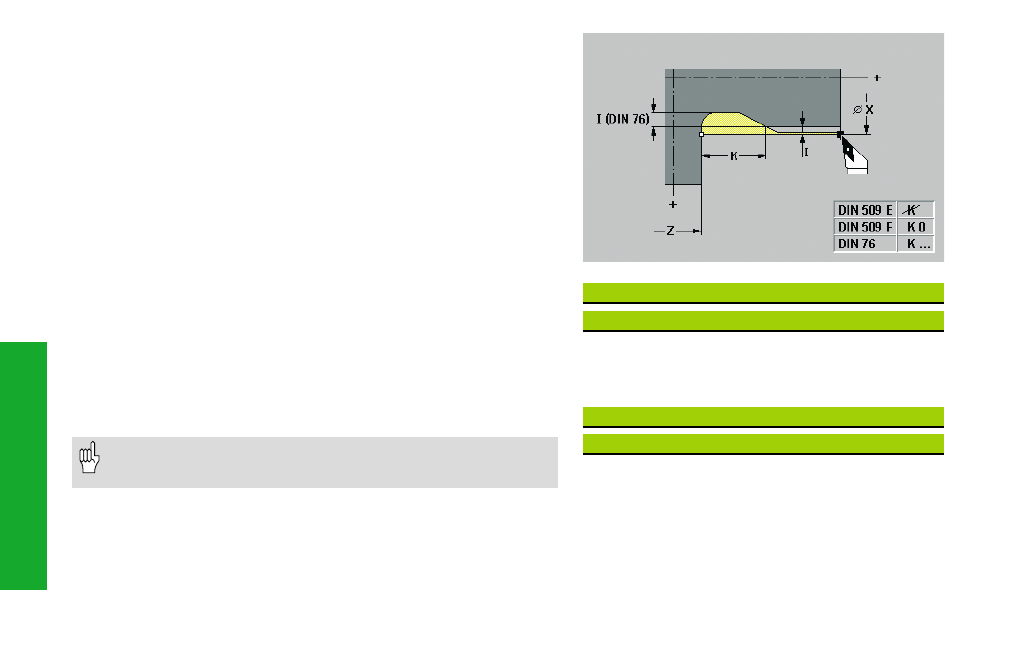
Undercut cycle G85
With the function G85, you can machine undercuts according to DIN 509
E, DIN 509 F and DIN 76 (thread undercut). “K“ defines the type of
undercut.
See the table for the undercut parameters.
The adjoining cylinder is machined if the tool is positioned at the cylinder
diameter (“X“) “in front of“ the cylinder.
Parameters
X, Z:
Target point (X as diameter)
I:
Grinding oversize/depth
• DIN 509 E, F: wear oversize – default: 0
• DIN 76: undercut depth
K:
Undercut length and type
• K left undefined: DIN 509 E
• K=0: DIN 509 F
• K>0: undercut length for DIN 76
E:
Reduced feed rate (for performing the undercut) – default: active
feed rate
Undercut angle for undercuts according to DIN 509 E and F: 15°
Transverse angle for an undercut according to DIN 509 F: 8°
• Cutter radius compensation: is not carried out
• Oversizes: are not considered
Undercut according to DIN 509 E
Diameter
I
K
R
< 18
0.25
2
0.6
> 18 - 80
0.35
2.5
0.6
> 80
0.45
4
1
Undercut according to DIN 509 F
Diameter
I
K
R
P
< 18
0.25
2
0.6
0.1
> 18 - 80
0.35
2.5
0.6
0.2
> 80
0.45
4
1
0.3
I = undercut depth
K = undercut length
R = undercut radius
P = transverse depth
Undercut cycles