Terminations, Press-in technology – Northern Connectors Harting DIN 41 612 Connectors User Manual
Page 30
00
.
24
Gen
er
al
in
fo
rma
tio
n
Press-in technology
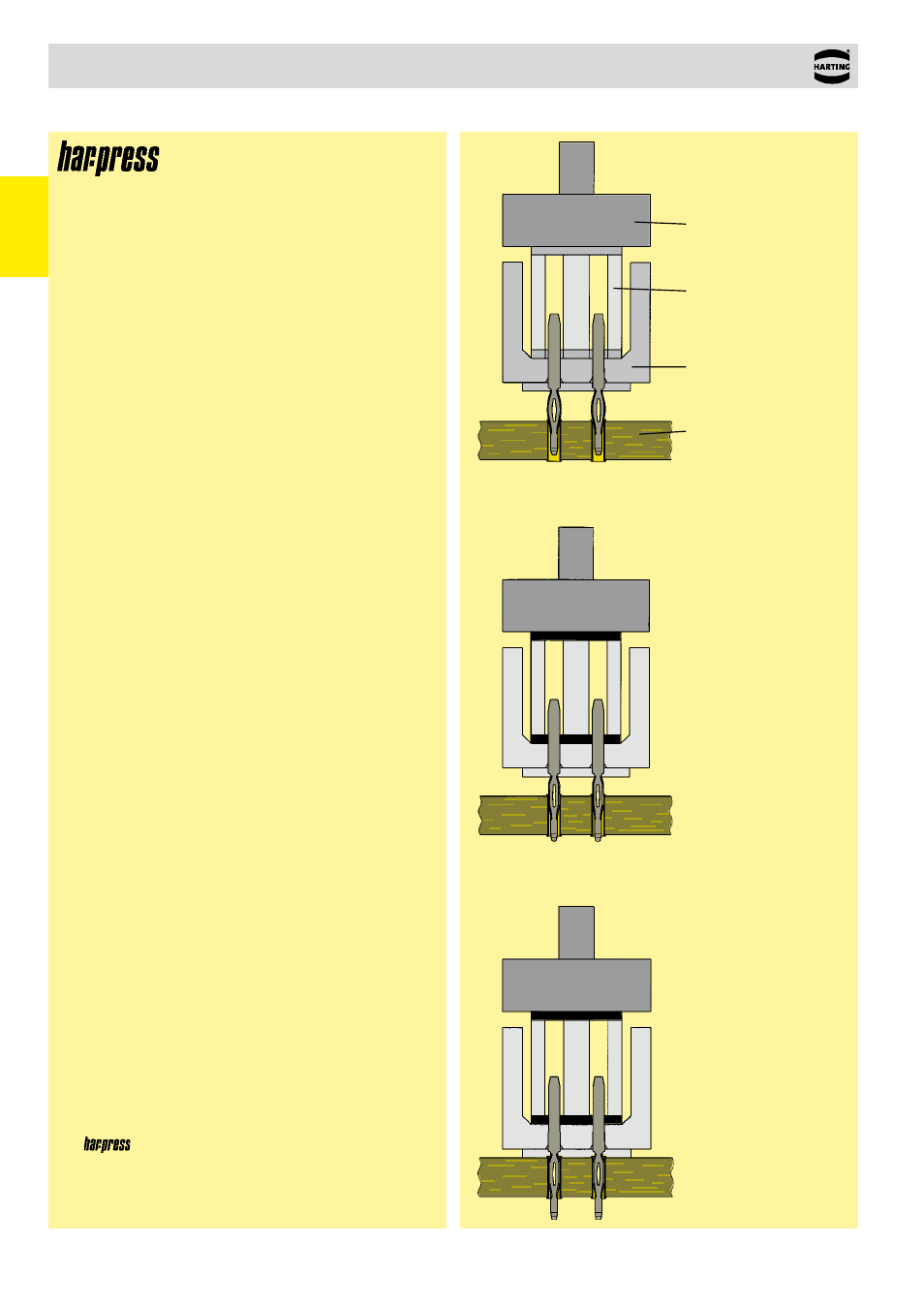
The processing of press-in connectors can be divided into 3 pha-
ses, containing both mechanical and metallurgical operations:
1. Centering and placing of the termination pins
The centering of connectors before pressing is important in
order to prevent damage to the pcb and the termination pins.
Centering can be omitted when connectors are pressed using
a flat rock die.
HARTING offers insert blocks for male connectors to make
the centering of connectors unnecessary.
2.
Pressing in the pins
In the press-in process the insertion force is continuously
transformed into compression force. The resulting friction
frees the contacting bars of insulating films. Superfluous
plating (tin) is transferred within the plated through hole. A
gas-tight connection of fresh non-oxidised metal surfaces is
obtained.
3.
Obtaining the final position
The press-in operation should be terminated as soon as
the connector obtains its final position on the pcb to avoid
unnecessary compressive stress. The press-in machines
of HARTING feature automatic termination of the press-
in operation independant of pcb thickness and surface
properties.
The entire dynamic press-in process is characterised through
changes of the press-in force that can be statistically evaluated.
HARTING records the changes of force with the help of special
software. This is an important step towards permanent process
control and documented manufacturing data.
The
-zone is based on the industry renowned needle eye
technology. Its special design allows for compensation of tolerances
of pcb surface properties (eg. superfluous tin plating). The excessive
material is displaced within the plated through hole, whereby a gas-
tight and corrosion resistant electrical connection is assured.
Phase 2
Phase 3
Terminations
Press die
(Flat rock)
Connector
Multilayer
pcb
Insert block
Phase 1