Terminations, Solder requirements – Northern Connectors Harting DIN 41 612 Connectors User Manual
Page 27
00
.
21
Gen
er
al
in
fo
rma
tio
n
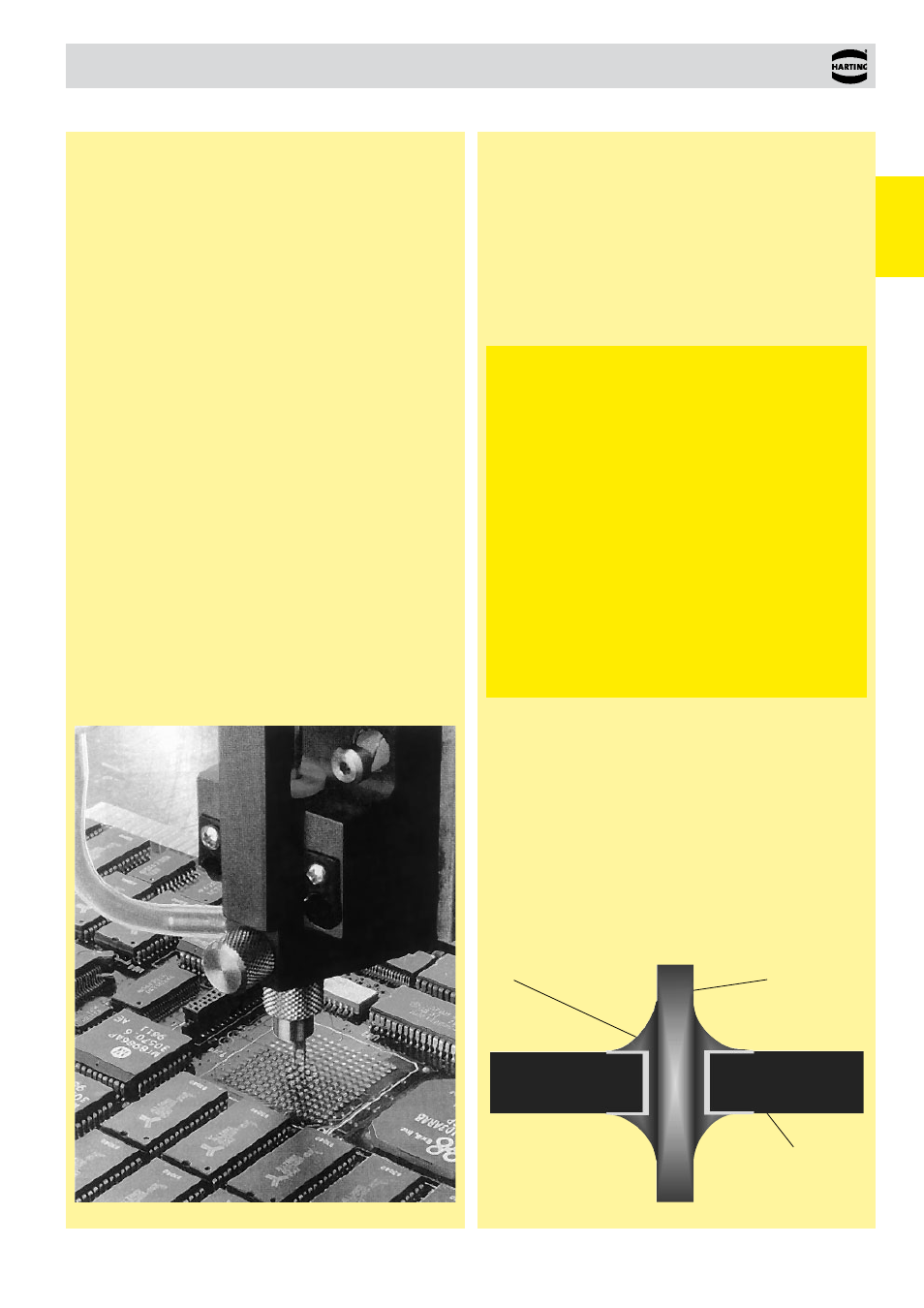
Volume of solder paste
Connector
termination
Fig. 3: Dispenser in operation
Fig. 4: Plated through hole with connector termination
pcb
Terminations
Solder requirements
Application of solder paste
Before the components are assembled, solder paste must be
applied to all the solder pads (for connecting surface-mount
components) and the plated through contacts (pcb holes for "Pin
in Hole Intrusive Reflow" insertion). Usually a screen printing
process is used for this purpose. A squeegee moves across
the pcb, which is masked with screens and presses the solder
paste into all unmasked areas. To ensure that the plated through
holes are completely filled, significantly more solder paste must
be applied than traditional solder pads on the pcb surface. The
required quantity can be set exactly via several parameters.
As an alternative to screen printing, the solder paste can be
applied by means of a dispenser. A high- precision robot moves
the dispenser to all required positions on the pcb. The dispensing
method is particularly suitable for small pcb’s or applications
which demand high precision and flexibility in
dispensing
volumes.
Requirements for the solder connection
There are numerous scientific studies dealing with calculation of
the required quantity of solder paste. These studies use various
parameters, e.g. the shrinking factor of the paste during soldering
or the thickness of the screens used for masking the pcb. Since
such calculation methods are complicated to apply, the following
rule of thumb has proved valuable in practice:
V
Paste
= 2(V
H
– V
P
)
in which:
V
Paste
= Required volume of solder paste
V
H
= Volume of the plated through hole
V
P
= Volume of the connector termination
in the hole
Comment: the multiplier “2” compensates for solder paste
shrinkage during soldering. For this purpose, it was
assumed that 50 % of the paste consists of the actual
solder, the other 50 % being soldering aids.
At the beginning of a new production batch, the process
parameters, such as quantity of solder paste and soldering
temperature, can be set by interpreting simple cross-sections
of the soldered connection. A reliable measure for achieving
optimum parameters is the quantity of solder required to fill the
hole. In soldered connections of high quality, the holes are filled
to between 75 % and 100 %.