Lincoln Electric IM8002 POWER WAVE MANAGER User Manual
Page 84
Chapter 10. Production Monitoring
Configuration
10.6
Power Wave® Manager User Manual
IM8002
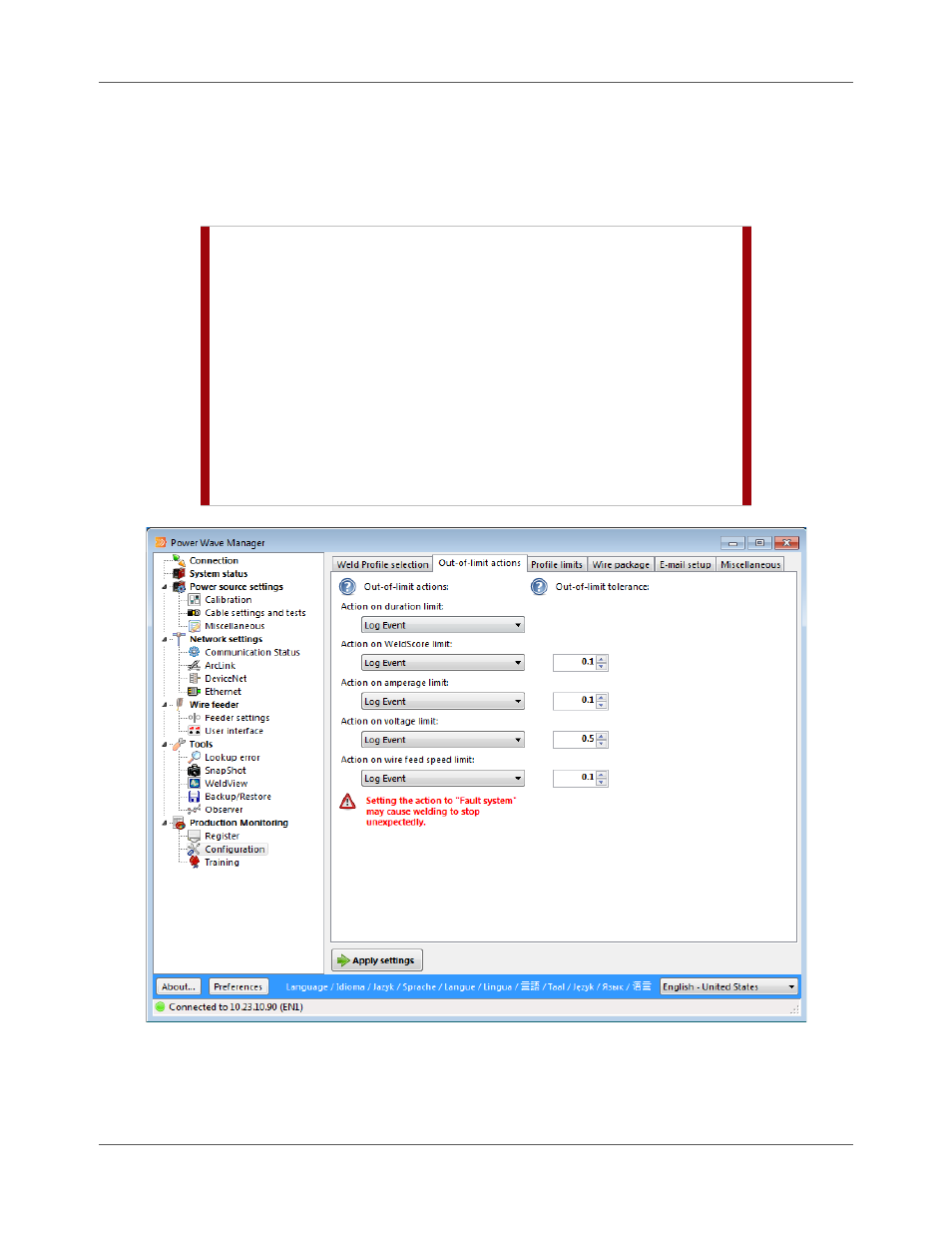
When setting the Out-of-limit tolerance for WeldScore™, remember that the sample rate is 0.25 seconds.
You should choose a tolerance value according to the fewest number of samples you want to include. For
example, a value of 0.3 seconds in the Out-of-limit tolerance field only ensures one sample. A value of 0.6
seconds ensures two samples. And so on. We recommend no less than three to five samples, which means
setting your tolerance between 0.8 seconds to 1.3 seconds (or greater as appropriate).
STOP |
If you set the Out-of-limit tolerance field for a long time
period, any welds that are shorter than this tolerance will
never trigger the action you select.
For example, John at Advanced Manufacturing set the
tolerance for the Action on voltage limit to 2.0 seconds
(where the normal range might be 0.5 to 1.5 seconds). The
welds made yesterday each took around one second to
complete. There was a problem with the welder, and the
arc voltage ran too low all day. Since the voltage was not
out of limits longer than 2.0 seconds for over the course of
each weld, no one knew until the end of the day and all
parts had to be scrapped and redone.
Figure 10.5 Out-of-Limits Tab