Cycle run – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 77
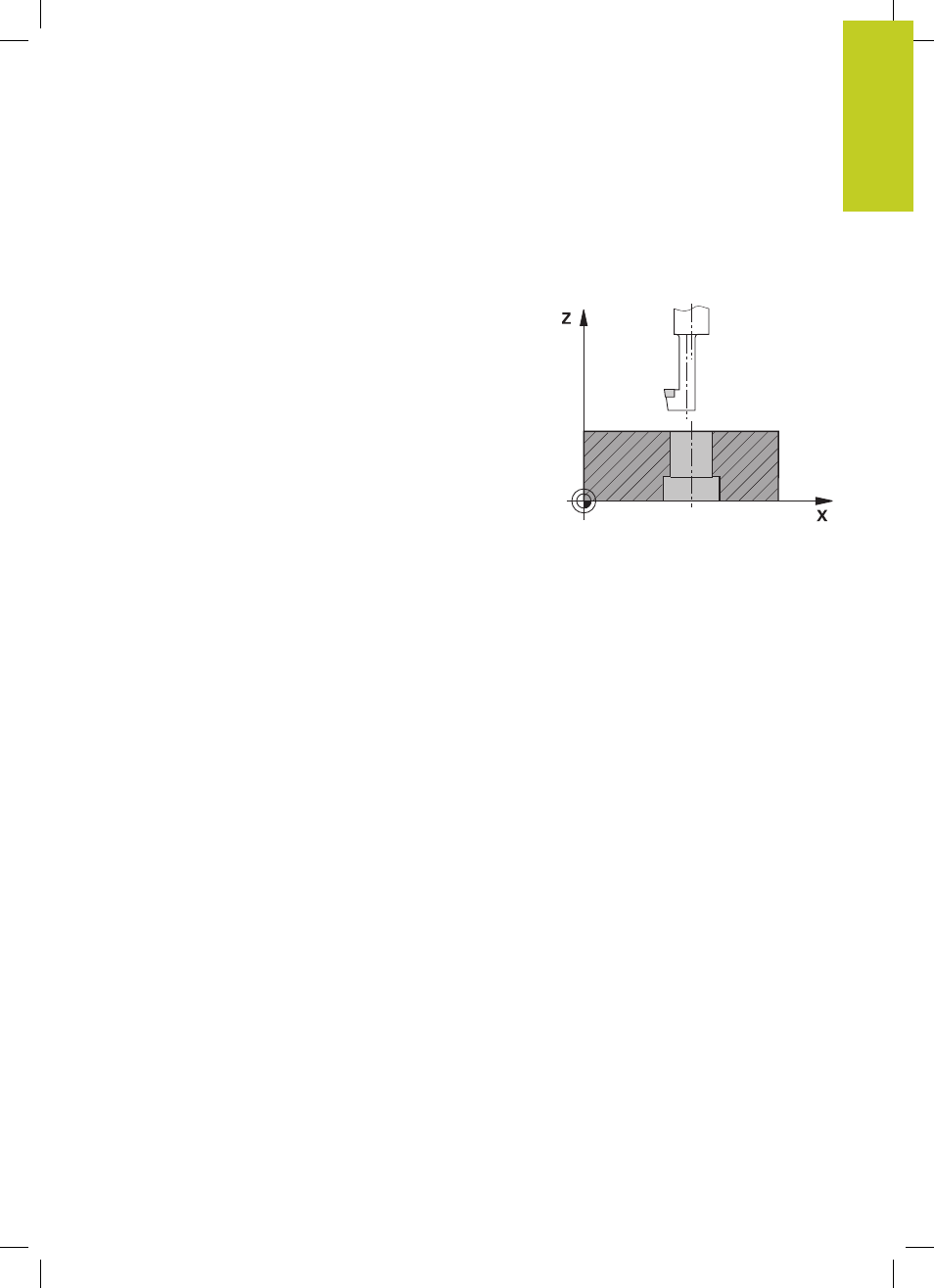
BACK BORING (Cycle 204, DIN/ISO: G204, software option 19)
3.7
3
TNC 620 | User's Manual Cycle Programming | 5/2013
77
3.7
BACK BORING (Cycle 204, DIN/ISO:
G204, software option 19)
Cycle run
This cycle allows holes to be bored from the underside of the
workpiece.
1 The TNC positions the tool in the tool axis at rapid traverse
FMAX to set-up clearance above the workpiece surface.
2 The TNC then orients the spindle to the 0° position with an
oriented spindle stop and displaces the tool by the off-center
distance.
3 The tool is then plunged into the already bored hole at the
feed rate for pre-positioning until the tooth has reached set-up
clearance on the underside of the workpiece.
4 The TNC then centers the tool again over the bore hole,
switches on the spindle and the coolant and moves at the feed
rate for boring to the depth of bore.
5 If a dwell time is entered, the tool will pause at the top of the
bore hole and will then be retracted from the hole again. The
TNC carries out another oriented spindle stop and the tool is
once again displaced by the off-center distance.
6 The tool then retracts to set-up clearance at the feed rate for
pre-positioning, and from there—if programmed—to the 2nd
set-up clearance at
FMAX.