Programming examples 16.14 – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 397
Programming Examples 16.14
16
TNC 620 | User's Manual Cycle Programming | 5/2013
397
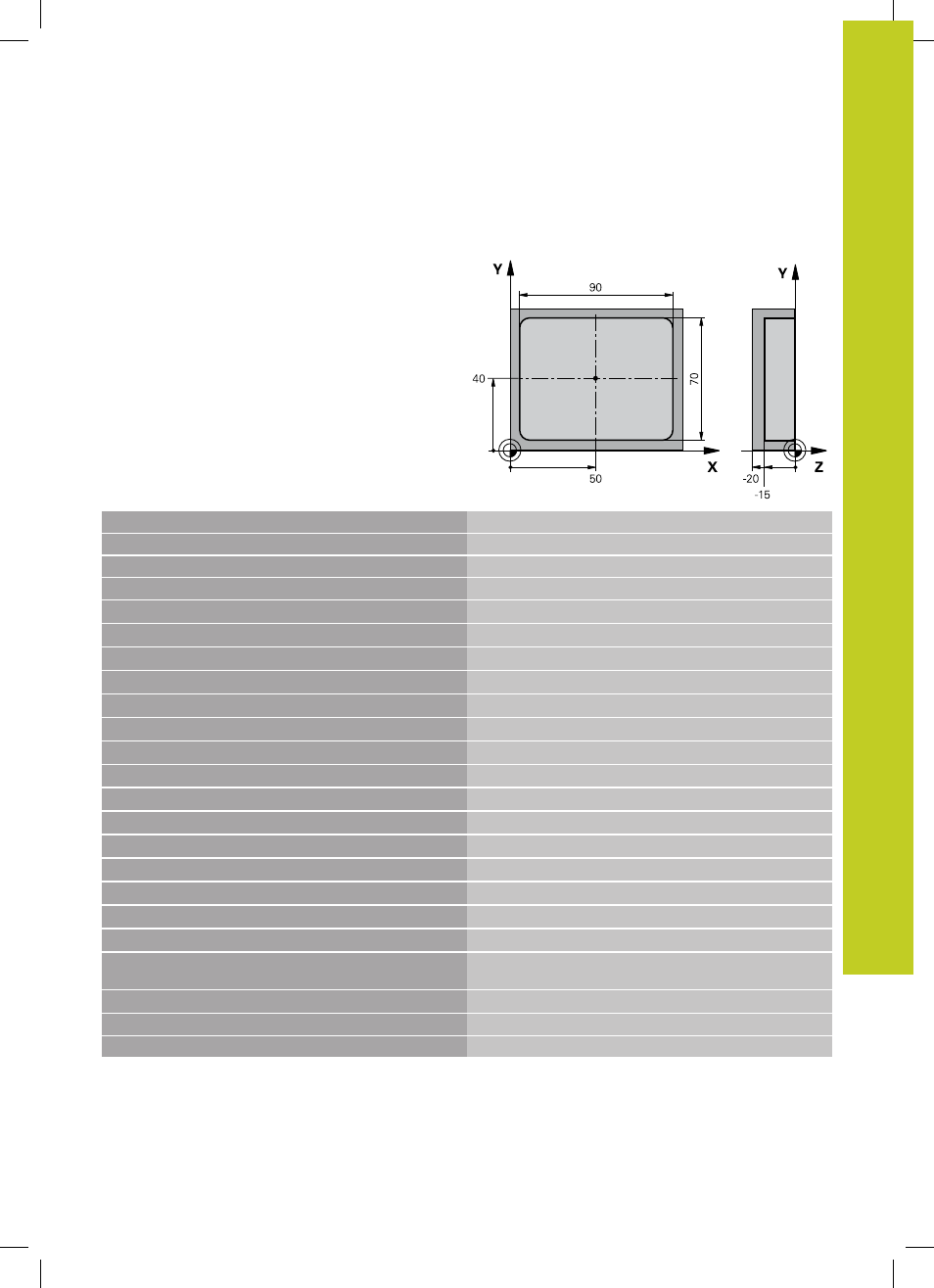
Example: Measuring a rectangular pocket and
recording the results
0 BEGIN PGM BSMEAS MM
1 TOOL CALL 1 Z
Tool call for touch probe
2 L Z+100 R0 FMAX
Retract the touch probe
3 TCH PROBE 423 MEAS. RECTAN. INSIDE
Q273=+50
;CENTER IN 1ST AXIS
Q274=+40
;CENTER IN 2ND AXIS
Q282=90
;FIRST SIDE LENGTH
Nominal length in X
Q283=70
;2ND SIDE LENGTH
Nominal length in Y
Q261=-5
;MEASURING HEIGHT
Q320=0
;SET-UP CLEARANCE
Q260=+20
;CLEARANCE HEIGHT
Q301=0
;MOVE TO CLEARANCE
Q284=90.15
;MAX. LIMIT 1ST SIDE
Maximum limit in X
Q285=89.95
;MIN. LIMIT 1ST SIDE
Minimum limit in X
Q286=70.1
;MAX. LIMIT 2ND SIDE
Maximum limit in Y
Q287=69.9
;MIN. LIMIT 2ND SIDE
Minimum limit in Y
Q279=0.15
;TOLERANCE 1ST CENTER
Permissible position deviation in X
Q280=0.1
;TOLERANCE 2ND CENTER
Permissible position deviation in Y
Q281=1
;MEASURING LOG
Save measuring log to a file
Q309=0
;PGM STOP IF ERROR
Do not display an error message in case of a tolerance
violation
Q330=0
;TOOL NUMBER
No tool monitoring
4 L Z+100 R0 FMAX M2
Retract the tool, end program
5 END PGM BSMEAS MM