Cycle parameters – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 154
Fixed Cycles: Pocket Milling / Stud Milling / Slot Milling
5.7
CIRCULAR STUD (Cycle 257, DIN/ISO: G257, software option 19)
5
154
TNC 620 | User's Manual Cycle Programming | 5/2013
Cycle parameters
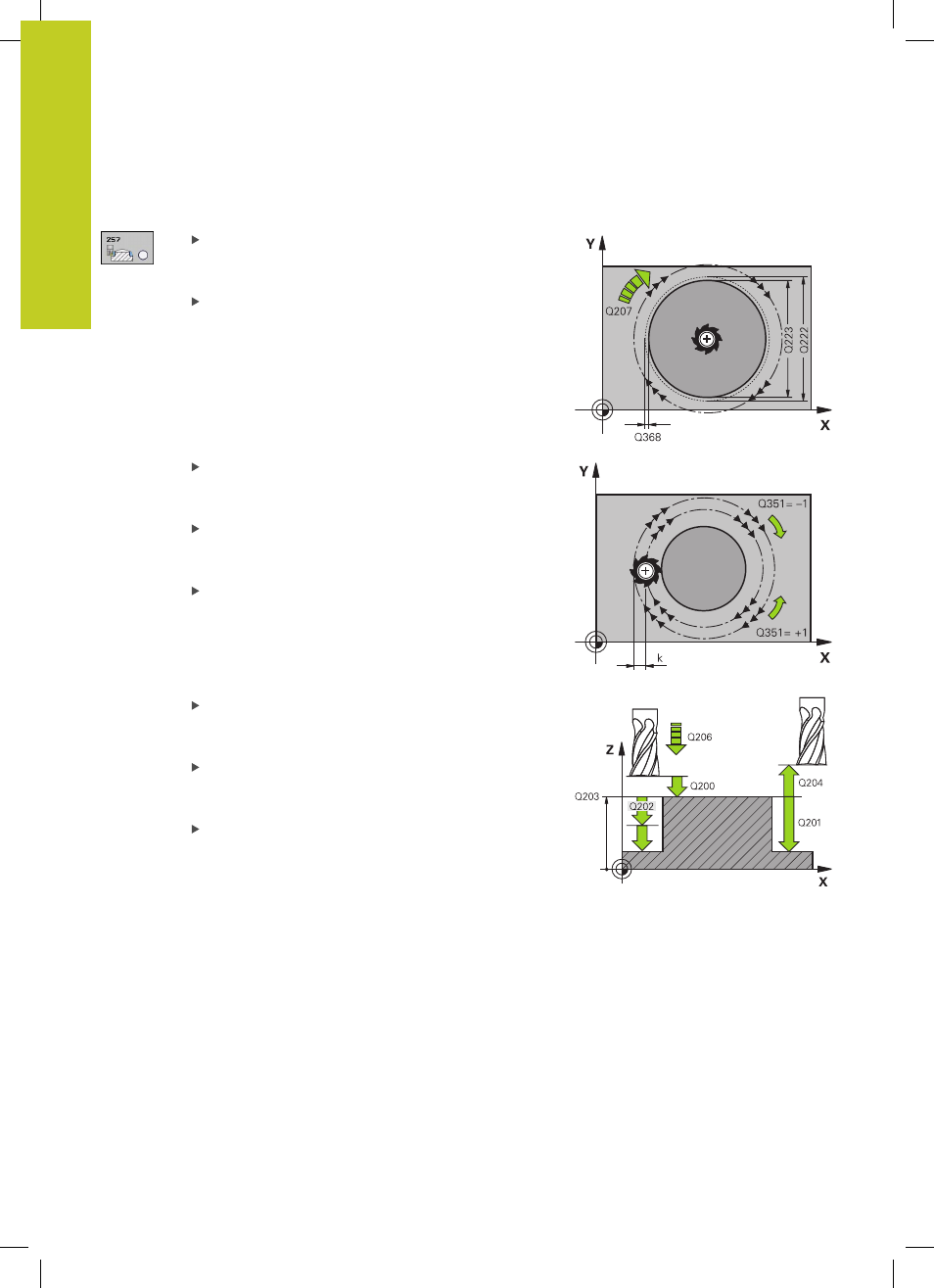
Finished part diameter Q223: Diameter of
the completely machined stud. Input range 0 to
99999.9999
Workpiece blank diameter Q222: Diameter of
the workpiece blank. Enter the workpiece blank
diameter greater than the finished diameter. The
TNC performs multiple stepovers if the difference
between the workpiece blank diameter and finished
diameter is greater than the permitted stepover (tool
radius multiplied by path overlap
Q370). The TNC
always calculates a constant stepover. Input range 0
to 99999.9999
Finishing allowance for side Q368 (incremental):
Finishing allowance in the working plane. Input
range 0 to 99999.9999
Feed rate for milling Q207: Traversing speed of
the tool in mm/min while milling. Input range 0 to
99999.999 alternatively
FAUTO, FU, FZ
Climb or up-cut Q351: Type of milling operation
with M3
+1 = climb
–1 = up-cut
PREDEF: The TNC uses the value from the GLOBAL
DEF block
Depth Q201 (incremental): Distance between
workpiece surface and bottom of stud. Input range
-99999.9999 to 99999.9999
Plunging depth Q202 (incremental): Infeed per
cut. Enter a value greater than 0. Input range 0 to
99999.9999
Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range 0 to 99999.999; alternatively
FMAX, FAUTO,
FU, FZ