Cycle parameters – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 226
Fixed Cycles: Multipass Milling
10.2
MULTIPASS MILLING (Cycle 230, DIN/ISO: G230, software option
19)
10
226
TNC 620 | User's Manual Cycle Programming | 5/2013
Cycle parameters
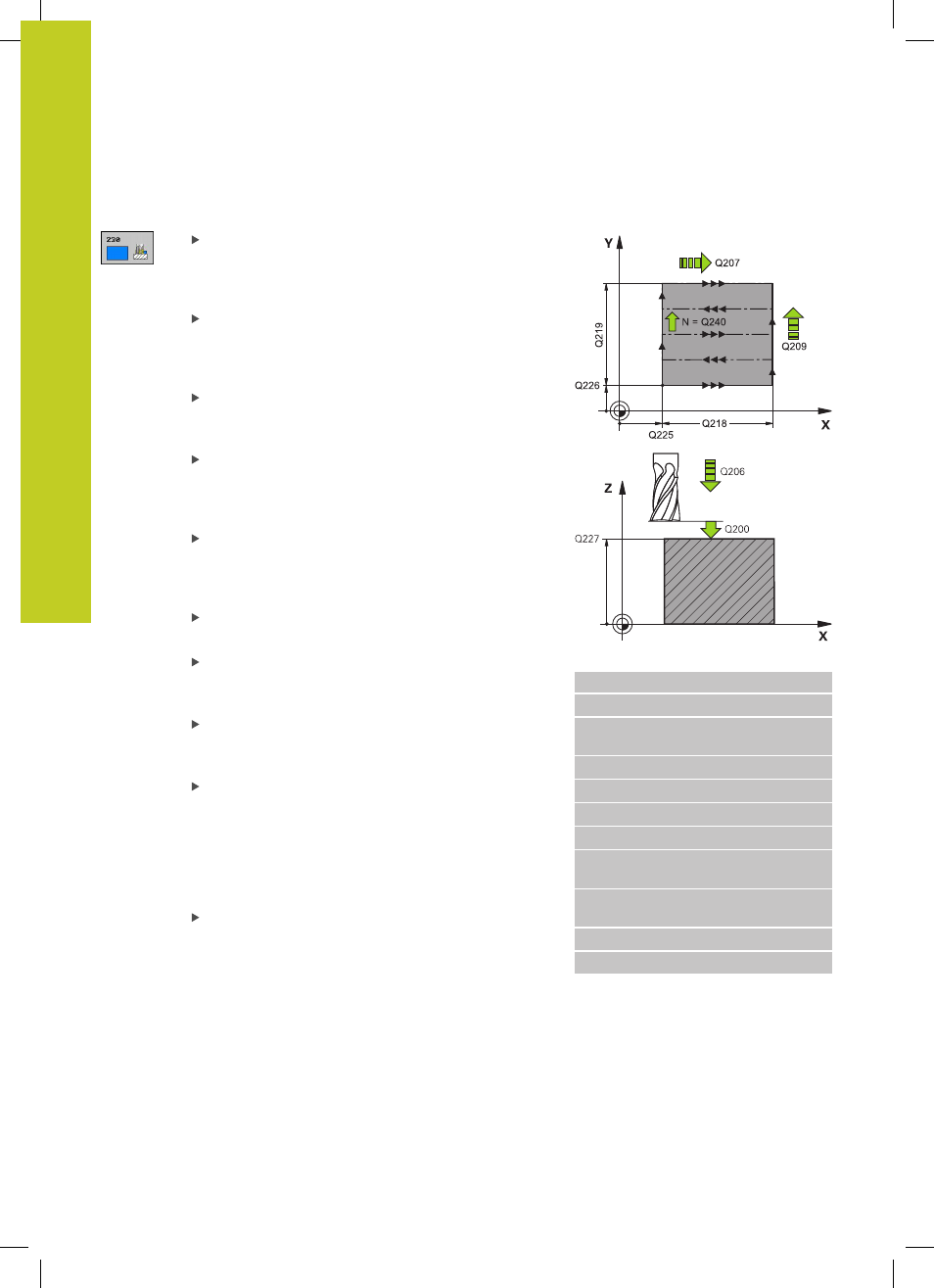
Starting point in 1st axis Q225 (absolute): Starting
point coordinate of the surface to be machined in
the reference axis of the working plane. Input range
-99999.9999 to 99999.9999
Starting point in 2nd axis Q226 (absolute): Starting
point coordinate of the surface to be machined in
the minor axis of the working plane. Input range
-99999.9999 to 99999.9999
Starting point in 3rd axis Q227 (absolute): Height
in the spindle axis at which multipass-milling is
carried out. Input range -99999.9999 to 99999.9999
1st side length Q218 (incremental): Length of the
surface to be multipass-milled in the reference axis
of the working plane, referenced to the starting
point in the 1st axis. Input range 0 to 99999.9999
2nd side length Q219 (incremental): Length of the
surface to be multipass-milled in the minor axis of
the working plane, referenced to the starting point
in the 2nd axis. Input range 0 to 99999.9999
Number of cuts Q240: Number of passes to be
made over the width. Input range 0 to 99999
Feed rate for plunging Q206: Traversing speed of
the tool while moving to depth in mm/min. Input
range 0 to 99999.999; alternatively
FAUTO, FU, FZ
Feed rate for milling Q207: Traversing speed of
the tool in mm/min while milling. Input range 0 to
99999.999 alternatively
FAUTO, FU, FZ
Stepover feed rate Q209: Traversing speed of the
tool in mm/min when moving to the next pass. If
you are moving the tool transversely in the material,
enter Q209 to be smaller than Q207. If you are
moving it transversely in the open, Q209 may be
greater than Q207. Input range 0 to 99999.9999,
alternatively
FAUTO, FU, FZ
Set-up clearance Q200 (incremental): Distance
between tool tip and milling depth for positioning
at the start and end of the cycle. Input range 0 to
99999.9999
NC blocks
71 CYCL DEF 230 MULTIPASS MILLING
Q225=+10
;STARTNG PNT 1ST AXIS
Q226=+12
;STARTNG PNT 2ND
AXIS
Q227=+2.5
;STARTNG PNT 3RD AXIS
Q218=150
;FIRST SIDE LENGTH
Q219=75
;2ND SIDE LENGTH
Q240=25
;NUMBER OF CUTS
Q206=150
;FEED RATE FOR
PLNGNG
Q207=500
;FEED RATE FOR
MILLING
Q209=200
;STEPOVER FEED RATE
Q200=2
;SET-UP CLEARANCE