Cycle run – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 373
MEASURE RECTANGLE INSIDE (Cycle 423, DIN/ISO: G423,
software option 17)
16.7
16
TNC 620 | User's Manual Cycle Programming | 5/2013
373
16.7
MEASURE RECTANGLE INSIDE
(Cycle 423, DIN/ISO: G423, software
option 17)
Cycle run
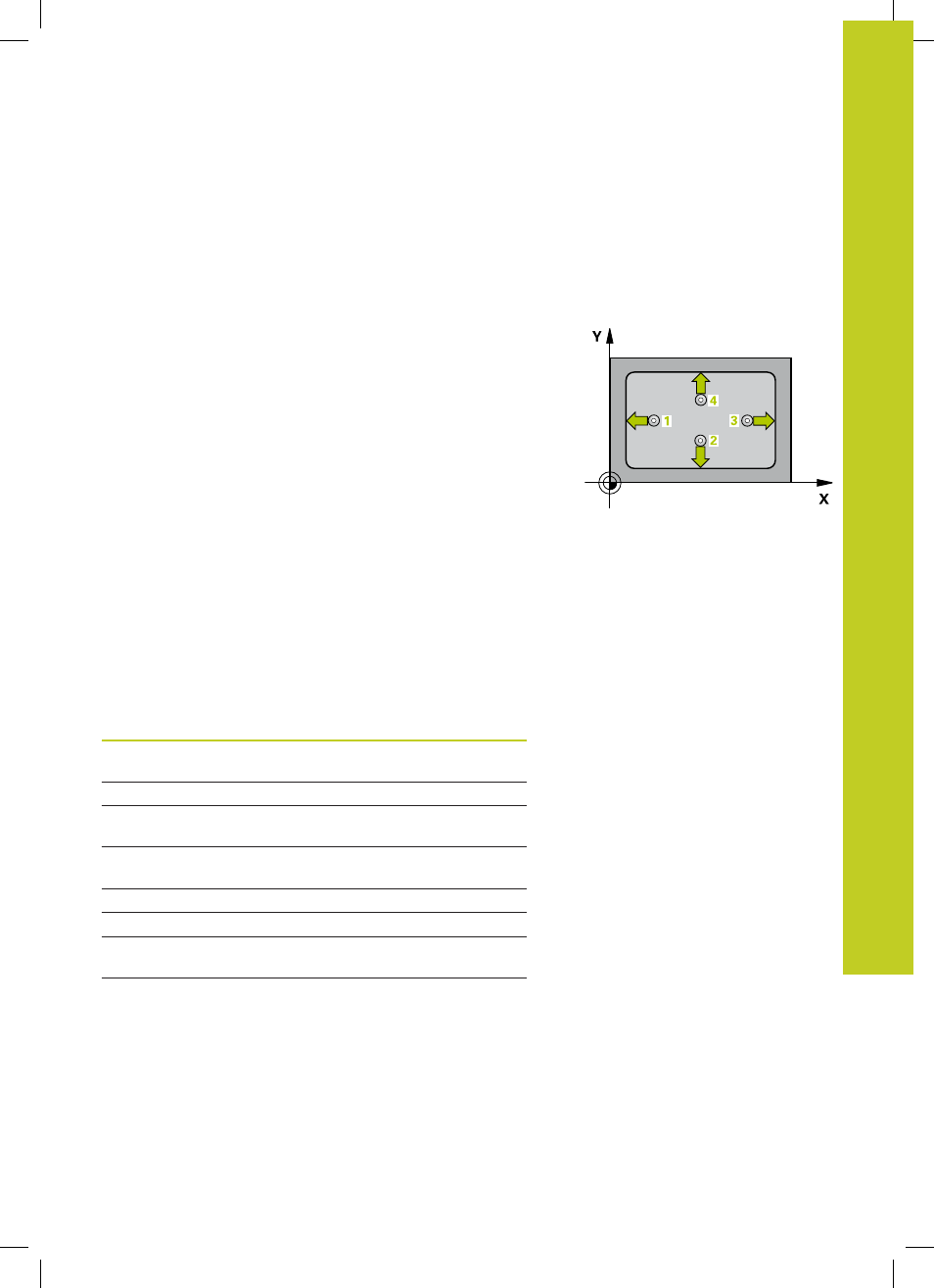
Touch Probe Cycle 423 finds the center, length and width of a
rectangular pocket. If you define the corresponding tolerance
values in the cycle, the TNC makes a nominal-to-actual value
comparison and saves the deviation value in system parameters.
1 The TNC positions the touch probe at rapid traverse (value from
FMAX column) following the positioning logic (See "Executing
touch probe cycles", page 280) to the starting point
1
. The TNC
calculates the touch points from the data in the cycle and the
safety clearance from the
SET_UP column of the touch probe
table.
2 Then the touch probe moves to the entered measuring height
and runs the first probing process at the probing feed rate
(column
F).
3 Then the touch probe moves either paraxially at measuring
height or at clearance height to the next starting point
2
and
probes the second touch point.
4 The TNC positions the probe to starting point
3
and then to
starting point
4
to probe the third and fourth touch points.
5 Finally the TNC returns the touch probe to the clearance height
and saves the actual values and the deviations in the following
Q parameters:
Parameter number
Meaning
Q151
Actual value of center in reference
axis
Q152
Actual value of center in minor axis
Q154
Actual value of length in the reference
axis
Q155
Actual value of length in the minor
axis
Q161
Deviation at center of reference axis
Q162
Deviation at center of minor axis
Q164
Deviation of side length in reference
axis
Q165
Deviation of side length in minor axis