Cycle parameters – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 334
Touch Probe Cycles: Automatic Datum Setting
15.8 DATUM FROM OUTSIDE OF CORNER (Cycle 414, DIN/ISO: G414,
software option 17)
15
334
TNC 620 | User's Manual Cycle Programming | 5/2013
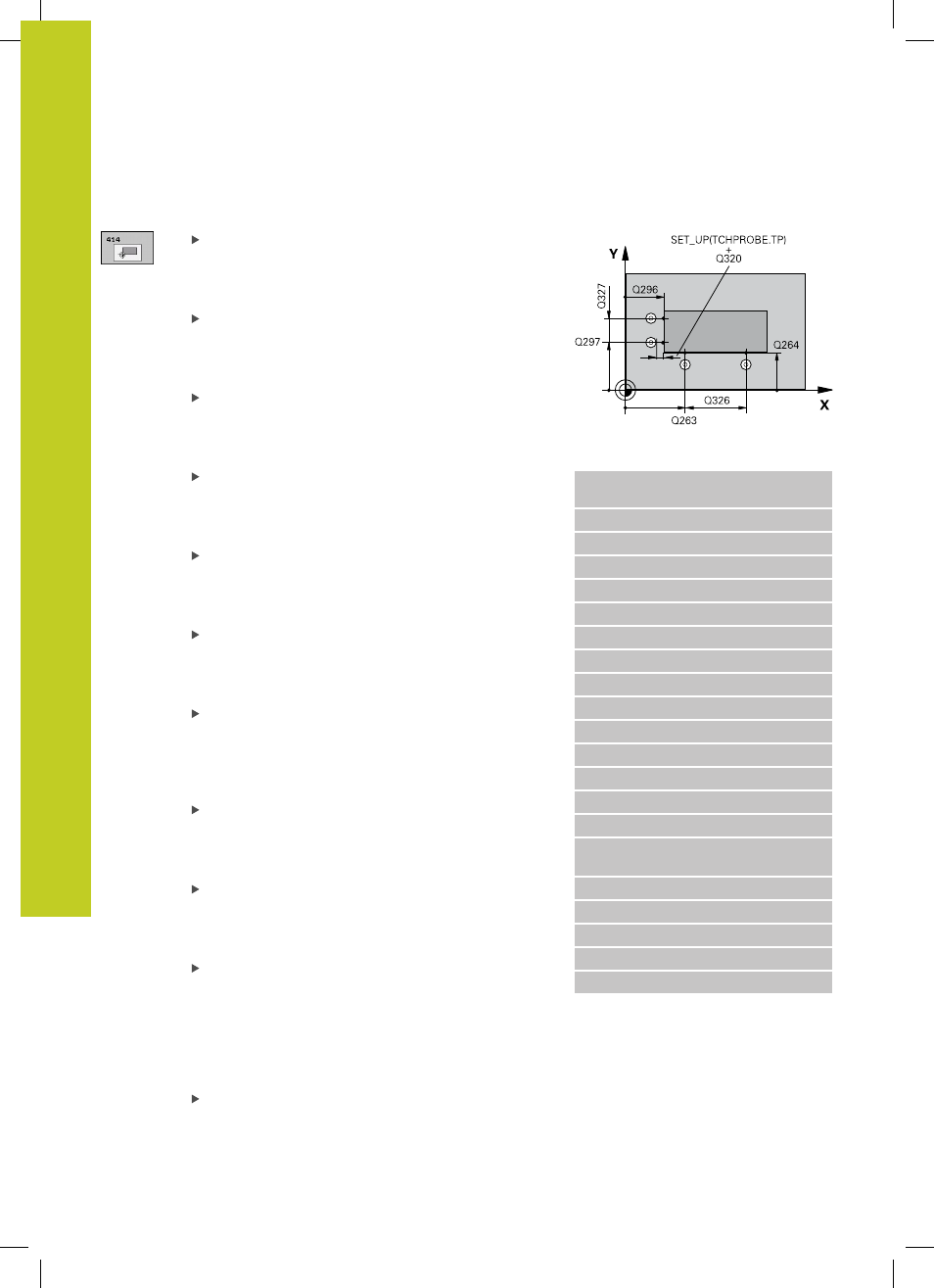
Cycle parameters
1st meas. point 1st axis Q263 (absolute):
Coordinate of the first touch point in the reference
axis of the working plane. Input range -99999.9999
to 99999.9999
1st meas. point 2nd axis Q264 (absolute):
Coordinate of the first touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
Spacing in 1st axis Q326 (incremental): Distance
between the first and second measuring points in
the reference axis of the working plane. Input range
0 to 99999.9999
3rd meas. point 1st axis Q296 (absolute):
Coordinate of the third touch point in the reference
axis of the working plane. Input range -99999.9999
to 99999.9999
3rd meas. point 2nd axis Q297 (absolute):
Coordinate of the third touch point in the minor axis
of the working plane. Input range -99999.9999 to
99999.9999
Spacing in 2nd axis Q327 (incremental): Distance
between third and fourth measuring points in the
minor axis of the working plane. Input range 0 to
99999.9999
Measuring height in the touch probe axis Q261
(absolute): Coordinate of the ball tip center (=
touch point) in the touch probe axis in which
the measurement is to be made. Input range
-99999.9999 to 99999.9999
Set-up clearance Q320 (incremental): Additional
distance between measuring point and ball tip.
Q320 is added to
SET_UP (touch probe table). Input
range 0 to 99999.9999
Clearance height Q260 (absolute): Coordinate in
the touch probe axis at which no collision between
touch probe and workpiece (fixtures) can occur.
Input range -99999.9999 to 99999.9999
Traversing to clearance height Q301: definition
of how the touch probe is to move between the
measuring points:
0
: Move at measuring height between measuring
points
1
: Move at clearance height between measuring
points
Execute basic rotation Q304: Definition of
whether the TNC should compensate workpiece
misalignment with a basic rotation:
0
: Do not execute basic rotation
1
: Execute basic rotation
NC blocks
5 TCH PROBE 414 DATUM INSIDE
CORNER
Q263=+37
;1ST POINT 1ST AXIS
Q264=+7
;1ST POINT 2ND AXIS
Q326=50
;SPACING IN 1ST AXIS
Q296=+95
;3RD POINT 1ST AXIS
Q297=+25
;3RD POINT 2ND AXIS
Q327=45
;SPACING IN 2ND AXIS
Q261=-5
;MEASURING HEIGHT
Q320=0
;SET-UP CLEARANCE
Q260=+20
;CLEARANCE HEIGHT
Q301=0
;MOVE TO CLEARANCE
Q304=0
;BASIC ROTATION
Q305=7
;NO. IN TABLE
Q331=+0
;DATUM
Q332=+0
;DATUM
Q303=+1
;MEAS. VALUE
TRANSFER
Q381=1
;PROBE IN TS AXIS
Q382=+85
;1ST CO. FOR TS AXIS
Q383=+50
;2ND CO. FOR TS AXIS
Q384=+0
;3RD CO. FOR TS AXIS
Q333=+1
;DATUM