5 programming examples, Example: multipass milling, Programming examples – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 235: Programming examples 10.5
Programming Examples
10.5
10
TNC 620 | User's Manual Cycle Programming | 5/2013
235
10.5
Programming Examples
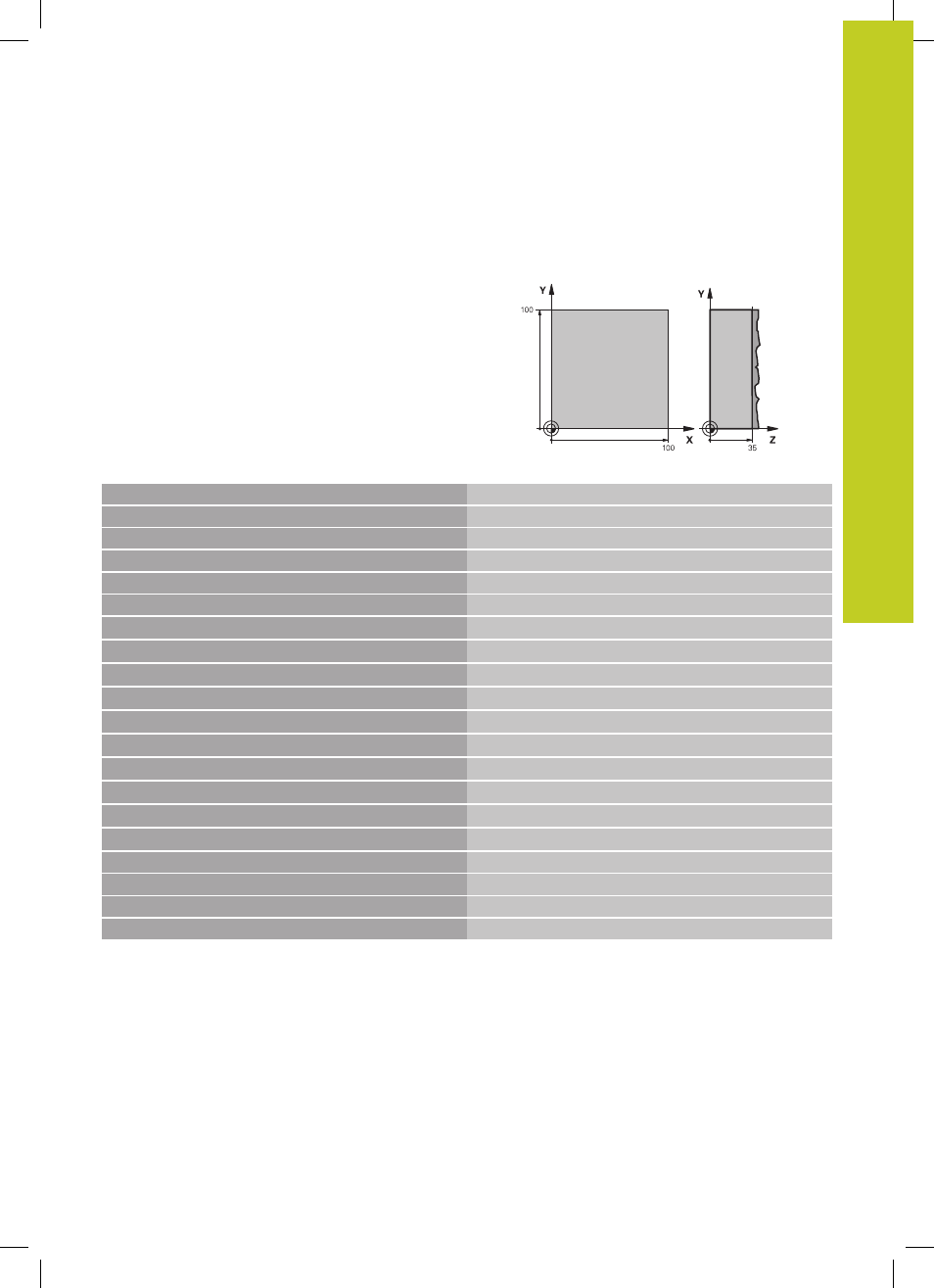
Example: Multipass milling
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
Definition of workpiece blank
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL CALL 1 Z S3500
Tool call
4 L Z+250 R0 FMAX
Retract the tool
5 CYCL DEF 230 MULTIPASS MILLING
Cycle definition: MULTIPASS MILLING
Q225=+0
;STARTNG PNT 1ST AXIS
Q226=+0
;STARTNG PNT 2ND AXIS
Q227=+35
;STARTNG PNT 3RD AXIS
Q218=100
;FIRST SIDE LENGTH
Q219=100
;2ND SIDE LENGTH
Q240=25
;NUMBER OF CUTS
Q206=250
;FEED RATE FOR PLNGNG
Q207=400
;FEED RATE FOR MILLING
Q209=200
;STEPOVER FEED RATE
Q200=2
;SET-UP CLEARANCE
6 L X+-25 Y+0 R0 FMAX M3
Pre-position near the starting point
7 CYCL CALL
Cycle call
8 L Z+250 R0 FMAX M2
Retract in the tool axis, end program
9 END PGM C230 MM