Please note while programming, Cycle parameters – HEIDENHAIN TNC 620 (34056x-04) Cycle programming User Manual
Page 374
Touch Probe Cycles: Automatic Workpiece Inspection
16.7 MEASURE RECTANGLE INSIDE (Cycle 423, DIN/ISO: G423,
software option 17)
16
374
TNC 620 | User's Manual Cycle Programming | 5/2013
Please note while programming:
Before a cycle definition you must have programmed
a tool call to define the touch probe axis.
If the dimensions of the pocket and the safety
clearance do not permit pre-positioning in the
proximity of the touch points, the TNC always starts
probing from the center of the pocket. In this case
the touch probe does not return to the clearance
height between the four measuring points.
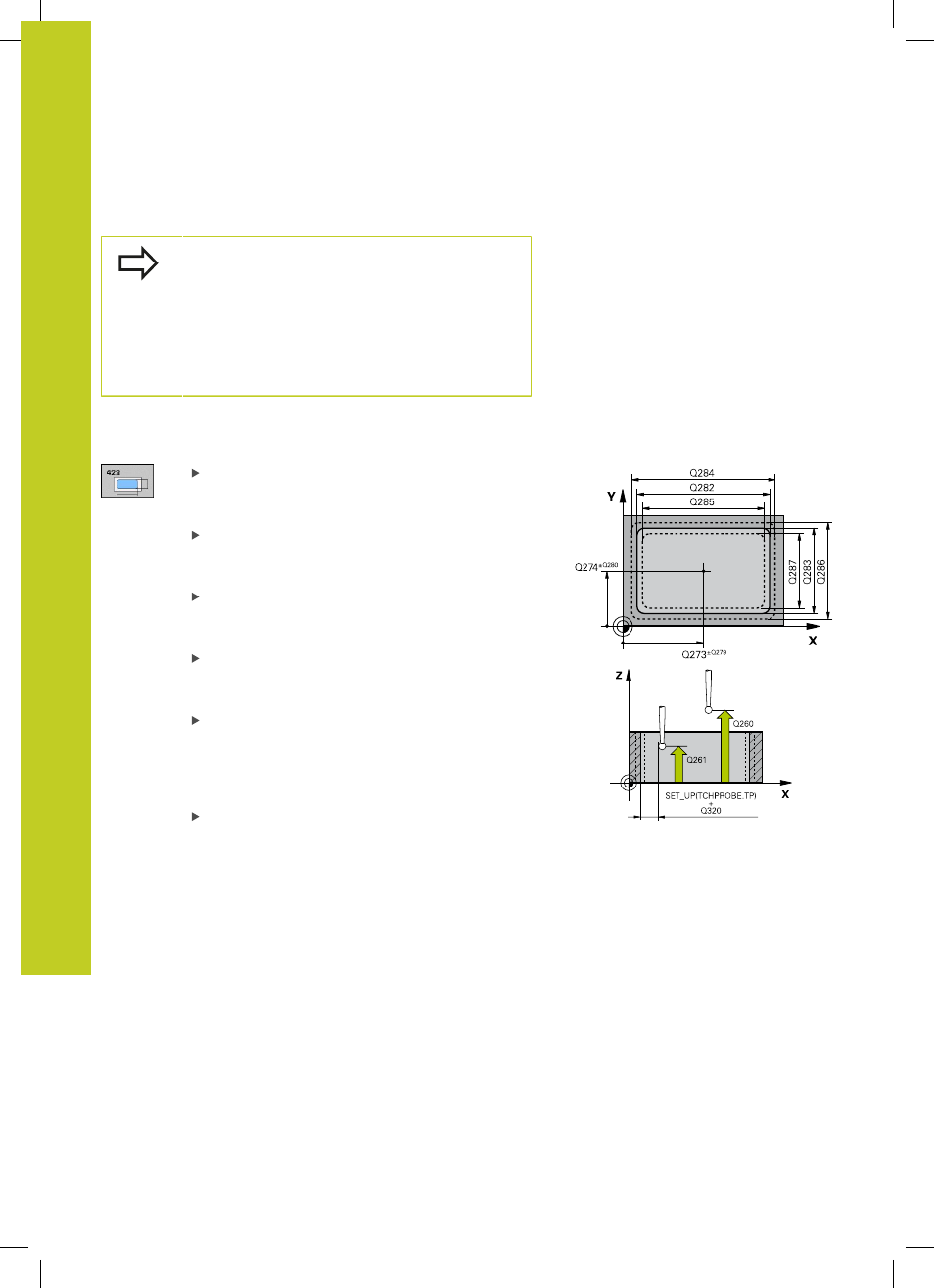
Cycle parameters
Center in 1st axis Q273 (absolute): Center of the
pocket in the reference axis of the working plane.
Input range -99999.9999 to 99999.9999
Center in 2nd axis Q274 (absolute): Center of the
pocket in the minor axis of the working plane. Input
range -99999.9999 to 99999.9999
1st side length Q282: Pocket length, parallel to the
reference axis of the working plane. Input range 0 to
99999.9999
2nd side length Q283: Pocket length, parallel to the
minor axis of the working plane. Input range 0 to
99999.9999
Measuring height in the touch probe axis Q261
(absolute): Coordinate of the ball tip center (=
touch point) in the touch probe axis in which
the measurement is to be made. Input range
-99999.9999 to 99999.9999
Set-up clearance Q320 (incremental): Additional
distance between measuring point and ball tip.
Q320 is added to
SET_UP (touch probe table). Input
range 0 to 99999.9999