Returning to the contour, 5 pr ogr a m run – HEIDENHAIN TNC 320 (340 551-01) User Manual
Page 391
HEIDENHAIN TNC 320
391
1
1
.5 Pr
ogr
a
m Run
8
To go to the first block of the current program to start a block scan,
enter GOTO “0”.
8
To select mid-program startup, press the RESTORE
POS AT N soft key.
8
Start-up at N:
Enter the block number N at which the
block scan should end.
8
Program:
Enter the name of the program containing
block N.
8
Repetitions:
If block N is located in a program section
repeat, enter the number of repetitions to be
calculated in the block scan.
8
To start the block scan, press the machine START
button.
8
Contour approach (see following section).
Returning to the contour
With the RESTORE POSITION function, the TNC returns to the
workpiece contour in the following situations:
Return to the contour after the machine axes were moved during a
program interruption that was not performed with the
INTERNAL STOP function.
Return to the contour after a block scan with RESTORE POS AT, for
example after an interruption with INTERNAL STOP.
8
To select a return to contour, press the RESTORE POSITION soft
key.
8
Restore machine status, if required.
8
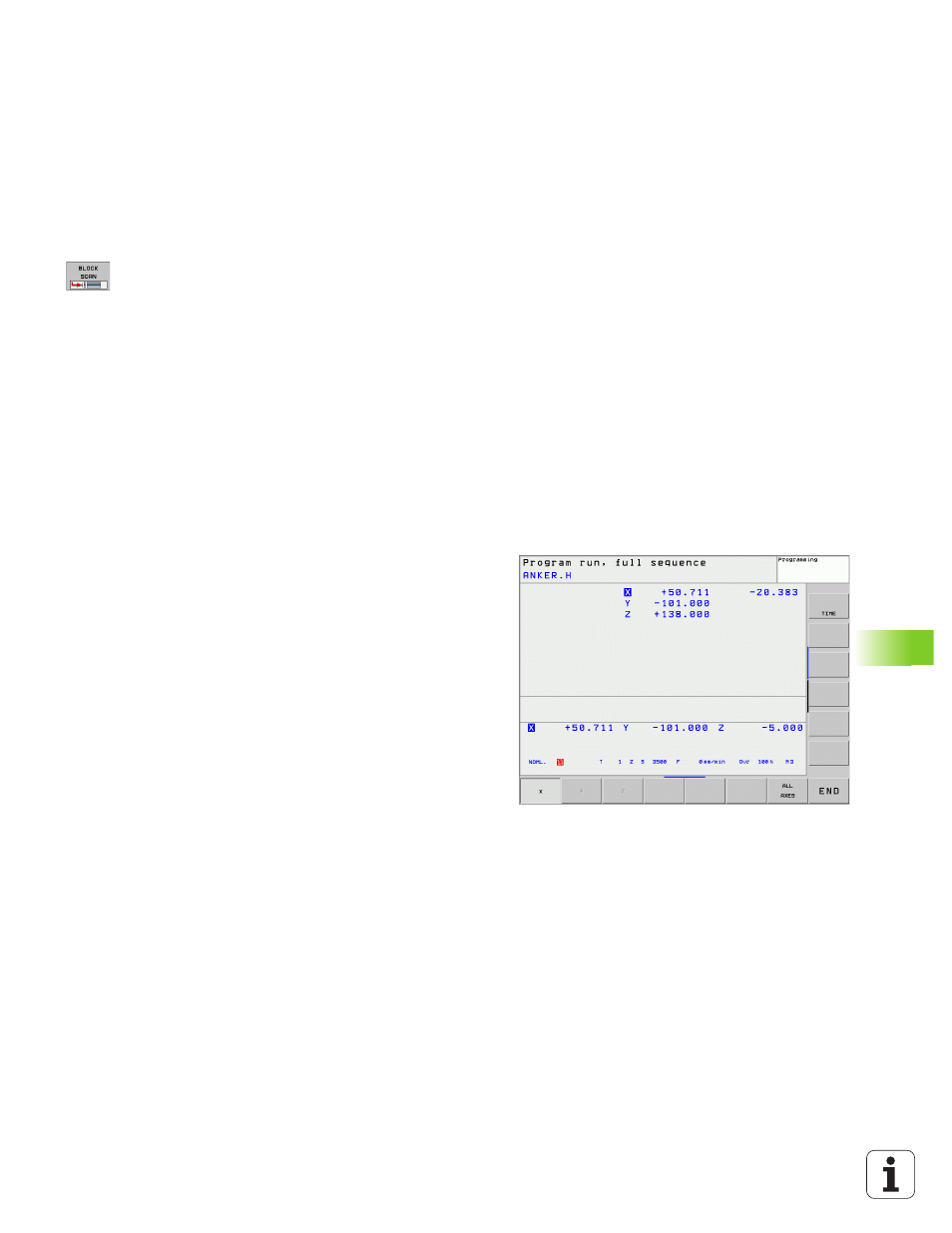
To move the axes in the sequence that the TNC suggests on the
screen, press the machine START button.
8
To move the axes in any sequence, press the soft keys RESTORE X,
RESTORE Z, etc., and activate each axis with the machine START
key.
8
To resume machining, press the machine START key.