HEIDENHAIN TNC 320 (340 551-01) User Manual
Page 274
274
8 Programming: Cycles
8.6 Cy
cles f
o
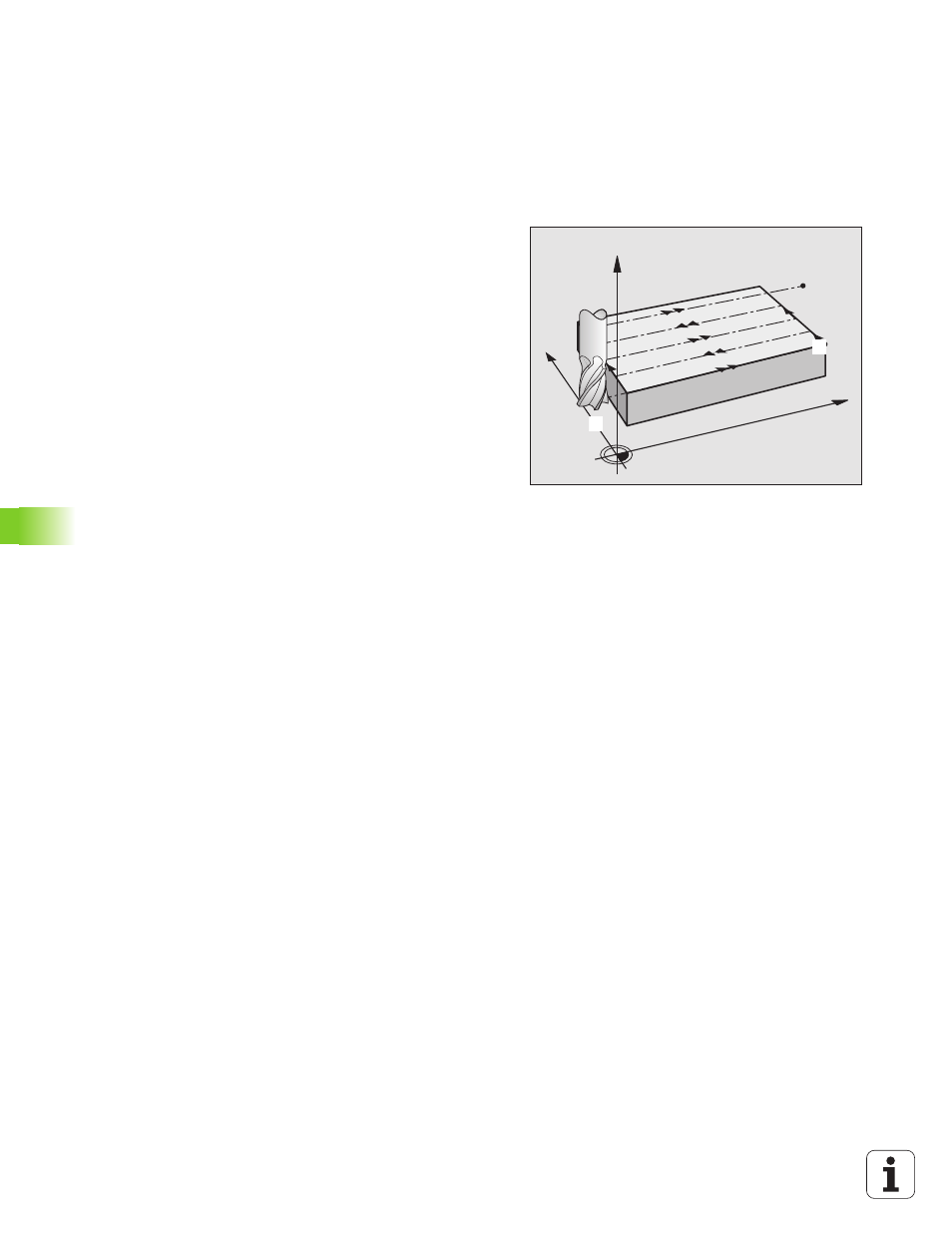
r Multipass Milling
Strategy Q389=1
3
The tool then advances to the stopping point
2
at the feed rate for
milling. The end point lies within the surface. The control
calculates the end point from the programmed starting point, the
programmed length and the tool radius.
4
The TNC offsets the tool to the starting point in the next pass at
the pre-positioning feed rate. The offset is calculated from the
programmed width, the tool radius and the maximum path overlap
factor.
5
The tool then moves back in the direction of the starting point
1
.
The motion to the next line occurs within the workpiece borders.
6
The process is repeated until the programmed surface has been
completed. At the end of the last pass, the next machining depth
is plunged to.
7
In order to avoid non-productive motions, the surface is then
machined in reverse direction.
8
The process is repeated until all infeeds have been machined. In
the last infeed, simply the finishing allowance entered is milled at
the finishing feed rate.
9
At the end of the cycle, the tool is retracted at FMAX to the 2nd
set-up clearance.
X
Y
Z
1
1
1
2