Circular stud finishing (cycle 215) – HEIDENHAIN TNC 320 (340 551-01) User Manual
Page 236
236
8 Programming: Cycles
8.3 Cy
cles f
o
r Milling P
o
c
k
ets, St
uds and Slots
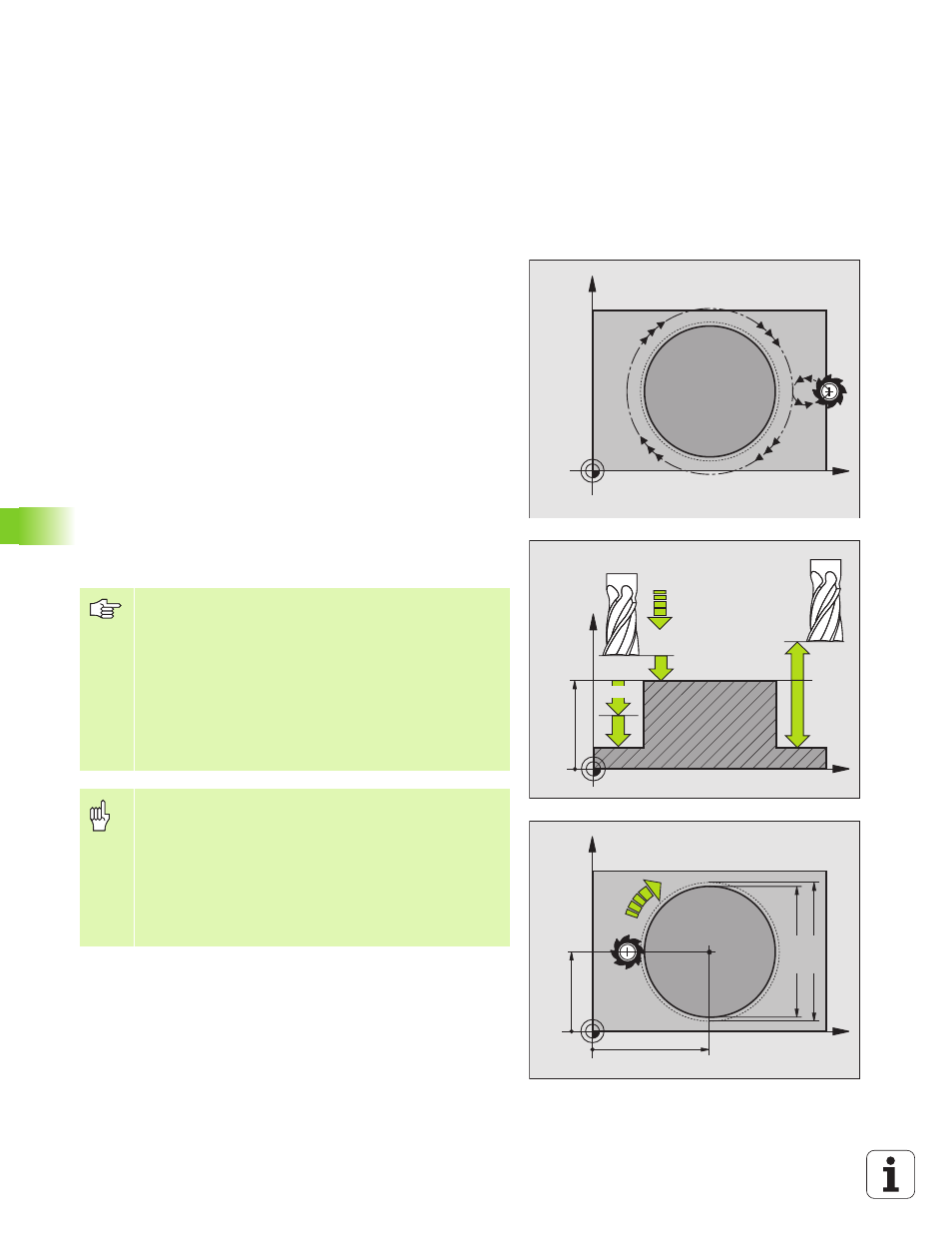
CIRCULAR STUD FINISHING (Cycle 215)
1
The TNC automatically moves the tool in the tool axis to the set-up
clearance, or—if programmed—to the 2nd set-up clearance, and
subsequently to the center of the pocket.
2
From the stud center, the tool moves in the working plane to the
starting point for machining. The starting point lies to the right of
the stud at a distance of approx. twice the tool radius.
3
If the tool is at the 2nd set-up clearance, it moves at rapid traverse
FMAX to the set-up clearance, and from there advances to the first
plunging depth at the feed rate for plunging.
4
The tool then moves tangentially to the contour of the finished part
and, using climb milling, machines one revolution.
5
The tool then departs the contour on a tangential path and returns
to the starting point in the working plane.
6
This process (3 to 5) is repeated until the programmed depth is
reached.
7
At the end of the cycle, the TNC retracts the tool at FMAX to the
set-up clearance, or—if programmed—to the 2nd set-up
clearance, and finally to the center of the pocket (end position =
starting position).
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q223
Q217
Q216
Q207
Q222
Before programming, note the following:
The TNC automatically pre-positions the tool in the tool
axis and working plane.
The algebraic sign for the cycle parameter DEPTH
determines the working direction. If you program
DEPTH = 0, the cycle will not be executed.
If you want to clear and finish the stud with the same tool,
use a center-cut end mill (ISO 1641) and enter a low feed
rate for plunging.
Danger of collision!
Use the machine parameter suppressDepthErr to define
whether, if a positive depth is entered, the TNC should
output an error message (on) or not (off).
Keep in mind that the TNC reverses the calculation for pre-
positioning when a positive depth is entered. This
means that the tool moves at rapid traverse in the tool axis
at safety clearance below the workpiece surface!