HEIDENHAIN TNC 320 (340 551-01) User Manual
Page 202
202
8 Programming: Cycles
8.2 Cy
cles f
o
r Dr
illing,
T
apping and Thr
ead Milling
8
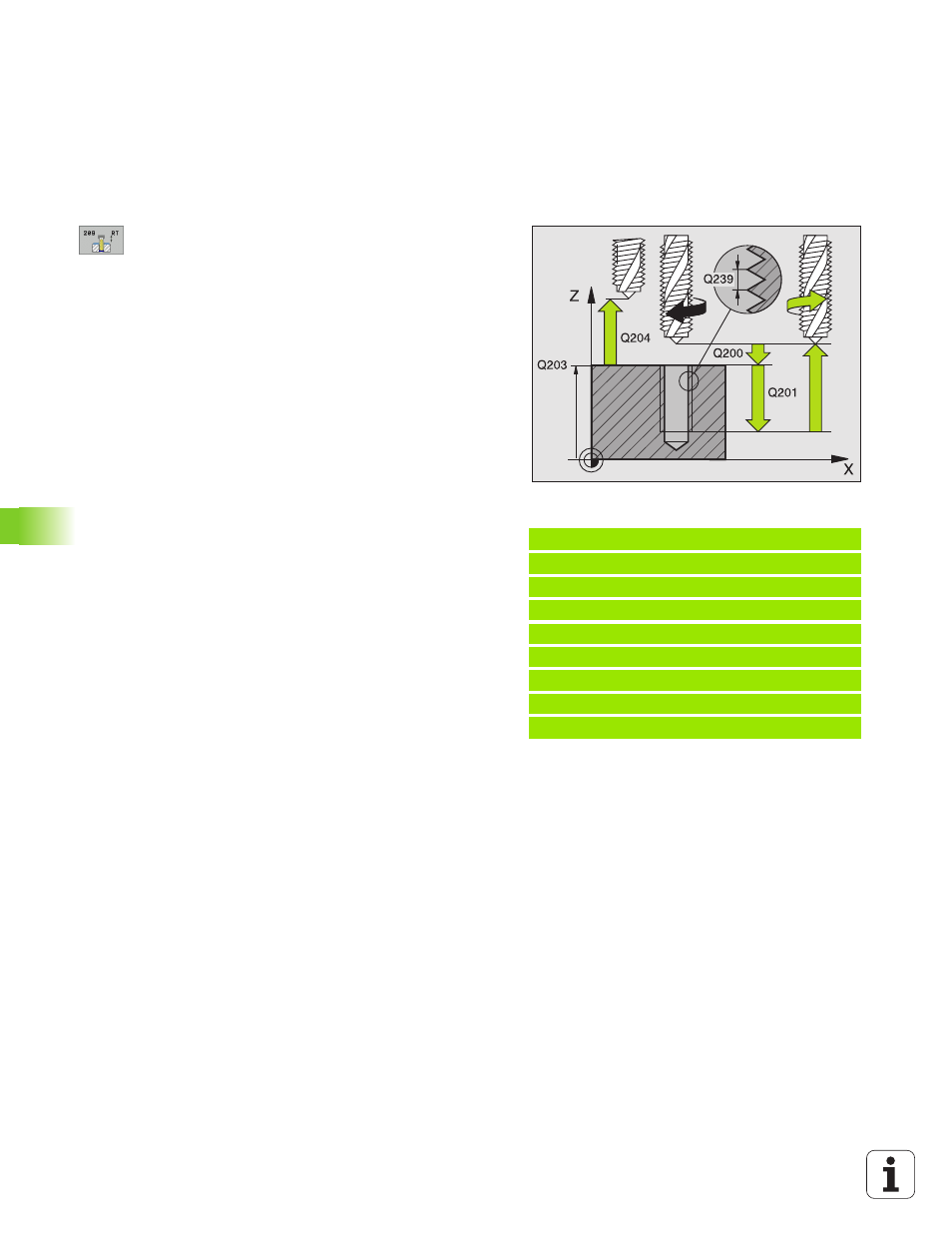
Set-up clearance
Q200 (incremental value): Distance
between tool tip (at starting position) and workpiece
surface.
8
Thread depth
Q201 (incremental value): Distance
between workpiece surface and end of thread.
8
Pitch
Q239
Pitch of the thread. The algebraic sign differentiates
between right-hand and left-hand threads:
+ = right-hand thread
– = left-hand thread
8
Workpiece surface coordinate
Q203 (absolute
value): Coordinate of the workpiece surface.
8
2nd set-up clearance
Q204 (incremental value):
Coordinate in the tool axis at which no collision
between tool and workpiece (clamping devices) can
occur.
8
Infeed depth for chip breaking
Q257 (incremental
value): Depth at which TNC carries out chip breaking
8
Retraction rate for chip breaking
Q256: The TNC
multiplies the pitch Q239 by the programmed value
and retracts the tool by the calculated value during
chip breaking. If you enter Q256 = 0, the TNC retracts
the tool completely from the hole (to the set-up
clearance) for chip release.
8
Angle for spindle orientation
Q336 (absolute
value): Angle at which the TNC positions the tool
before machining the thread. This allows you to
regroove the thread, if required.
Retracting after a program interruption
If you interrupt program run during thread cutting with the machine
stop button, the TNC will display the soft key MANUAL OPERATION.
If you press the MANUAL OPERATION key, you can retract the tool
under program control. Simply press the positive axis direction button
of the active tool axis.
Example: NC blocks
26 CYCL DEF 209 TAPPING W/ CHIP BRKG
Q200=2
;SET-UP CLEARANCE
Q201=-20
;DEPTH
Q239=+1
;PITCH
Q203=+25
;SURFACE COORDINATE
Q204=50
;2ND SET-UP CLEARANCE
Q257=5
;DEPTH FOR CHIP BRKNG
Q256=+25
;DIST. FOR CHIP BRKNG
Q336=50
;ANGLE OF SPINDLE