Pocket table for tool changer, 2 t o ol d a ta – HEIDENHAIN TNC 320 (340 551-01) User Manual
Page 104
104
5 Programming: Tools
5.2 T
o
ol D
a
ta
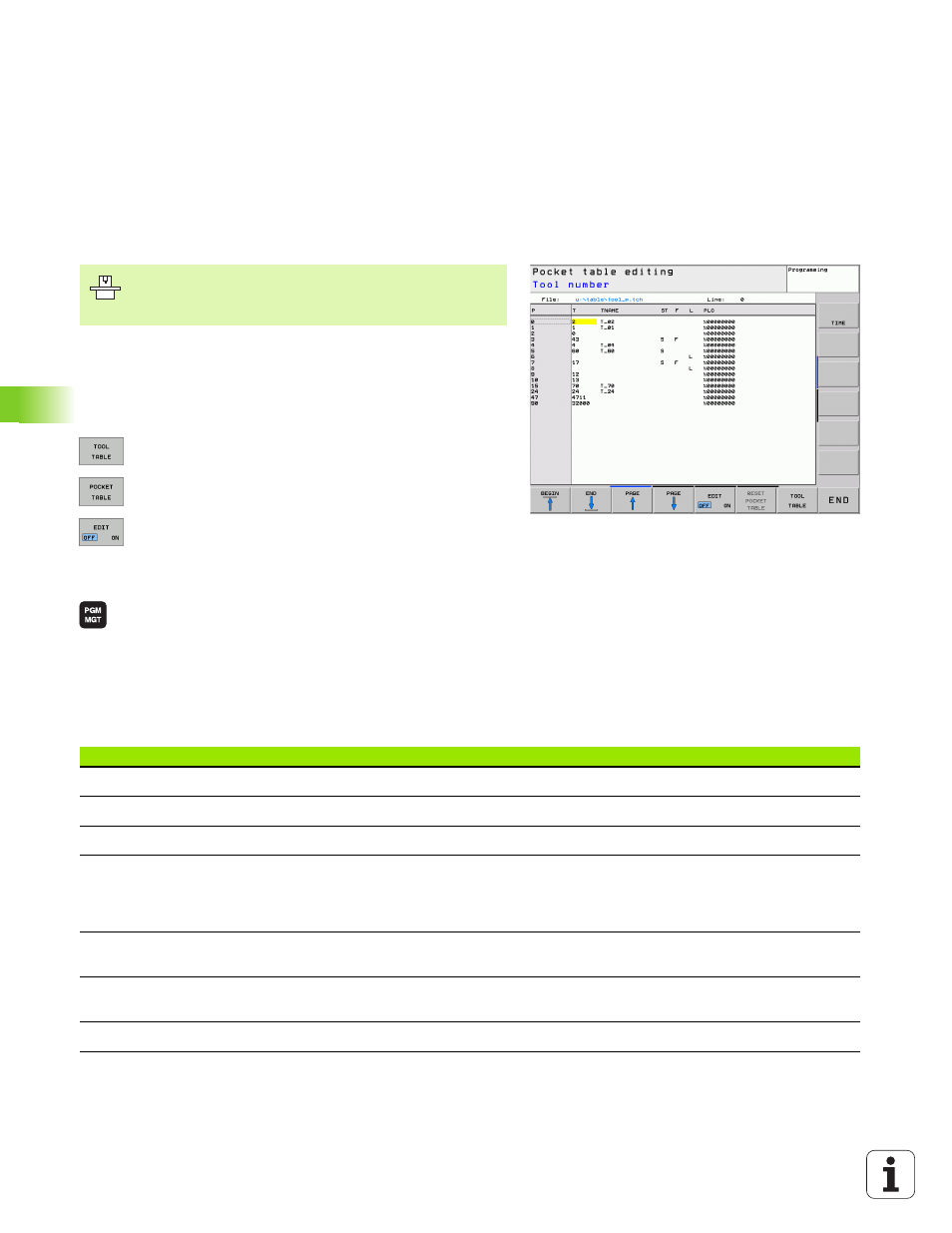
Pocket table for tool changer
For automatic tool changing you need the pocket table TOOL_P.TCH.
The TNC can manage several pocket tables with any file names. To
activate a specific pocket table for program run you must select it in
the file management of a Program Run mode of operation (status M).
Editing a pocket table in a Program Run operating mode
8
To select the tool table, press the TOOL TABLE soft
key.
8
To select the pocket table, press the POCKET TABLE
soft key.
8
Set the EDIT soft key to ON.
Selecting a pocket table in the Programming and Editing mode of
operation
8
Call the file manager.
8
To select the file type, press the SELECT TYPE soft
key.
8
To show files of the type .TCH, press the soft key TCH
FILES (second soft-key row).
8
Select a file or enter a new file name. Conclude your
entry with the ENT key or the SELECT soft key.
The machine tool builder adapts the functional range of
the pocket table to the requirements of your machine. The
machine tool manual provides further information.
Abbr.
Input
Dialog
P
Pocket number of the tool in the tool magazine
–
T
Tool number
Tool number?
TNAME
Display of the tool name from TOOL.T
–
ST
Special tool ( ST) with a large radius requiring several pockets in the tool
magazine. If your special tool takes up pockets in front of and behind its
actual pocket, these additional pockets need to be locked in column L
(status L).
Special tool?
F
Fixed tool number. The tool is always returned to the same pocket in the tool
magazine
Fixed pocket? Yes = ENT /
No = NO ENT
L
Locked pocket (see also column ST)
Pocket locked Yes = ENT /
No = NO ENT
PLC
Information on this tool pocket that is to be sent to the PLC
PLC status?