Aluminum, Air plasma / air shield 130 a cutting, Marking – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 289: English, Metric
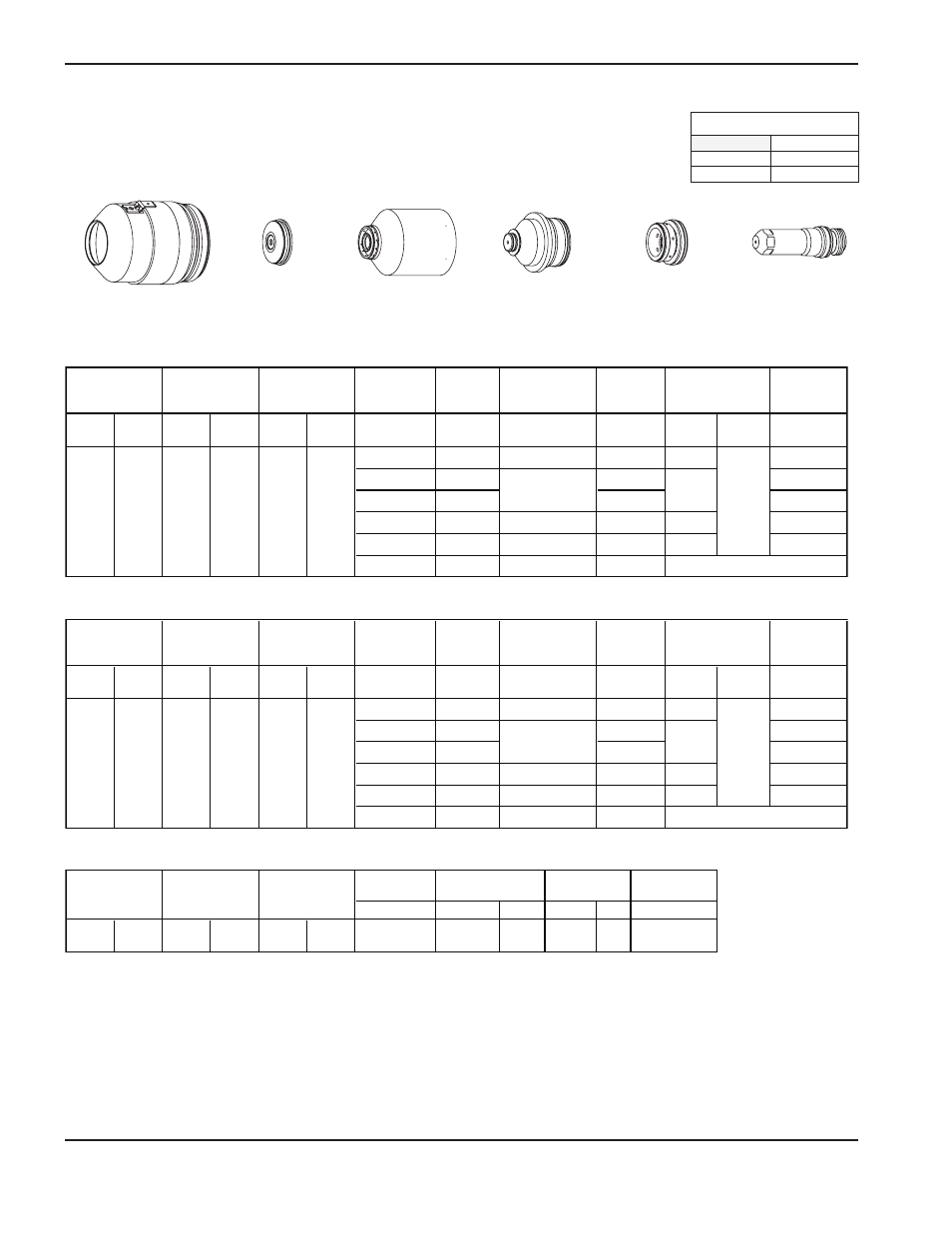
APPENDIX C – CUT CHARTS FOR PREVIOUS SYSTEM REVISIONS
c-20
HPR260 Auto Gas
Instruction Manual
Aluminum
Air Plasma / Air Shield
130 A Cutting
220198
220173
220181
220176
220179
220197
Note: This process produces a rougher cut edge with larger average angles than the 130A, H35/N
2
process
Flow rates – lpm/scfh
Air
Preflow
73 / 154
Cutflow
78 / 165
Plasma Shield Plasma Shield Plasma Shield
mm
Volts
mm
factor %
seconds
6
153
5.6
0.2
10
154
0.3
12
156
0.5
15
158
6.6
0.8
20
162
7.0
1.3
25
172
Plasma Shield Plasma Shield Plasma Shield
in
Volts
in
factor %
seconds
1/4
153
0.220
0.2
3/8
154
0.3
1/2
156
0.5
5/8
158
0.260
0.8
3/4
162
0.280
1.3
1
172
Amperage
Amps
mm
in
mm/min ipm
N
2
N
2
10
10
10
10
18
2.5
0.100
6350
250
Marking
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Pierce Delay
Time
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Torch-to-Work
Distance
Arc
Voltage
0.110
in
0.120
38
75
27
English
N/A
0.130
0.160
20
0.140
60
200
45
40
Metric
30
0.240
ipm
Cutting
Speed
Initial Pierce
Height
90
Air
Air
19
Air
Air
3.5
4.0
725
525
1225
1050
Select
Gases
Set
Preflow
N/A
200
2.8
19
38
75
27
3.0
6.0
mm
mm/m
3.3
2370
1465
Marking
Speed
Volts
120
Select
Gases
Set
Preflow
Set
Cutflow
Torch-to-Work
Distance
Arc
Voltage