Stainless steel, F5 plasma / n, Shield 80 a cutting – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 278: Marking, English, Metric
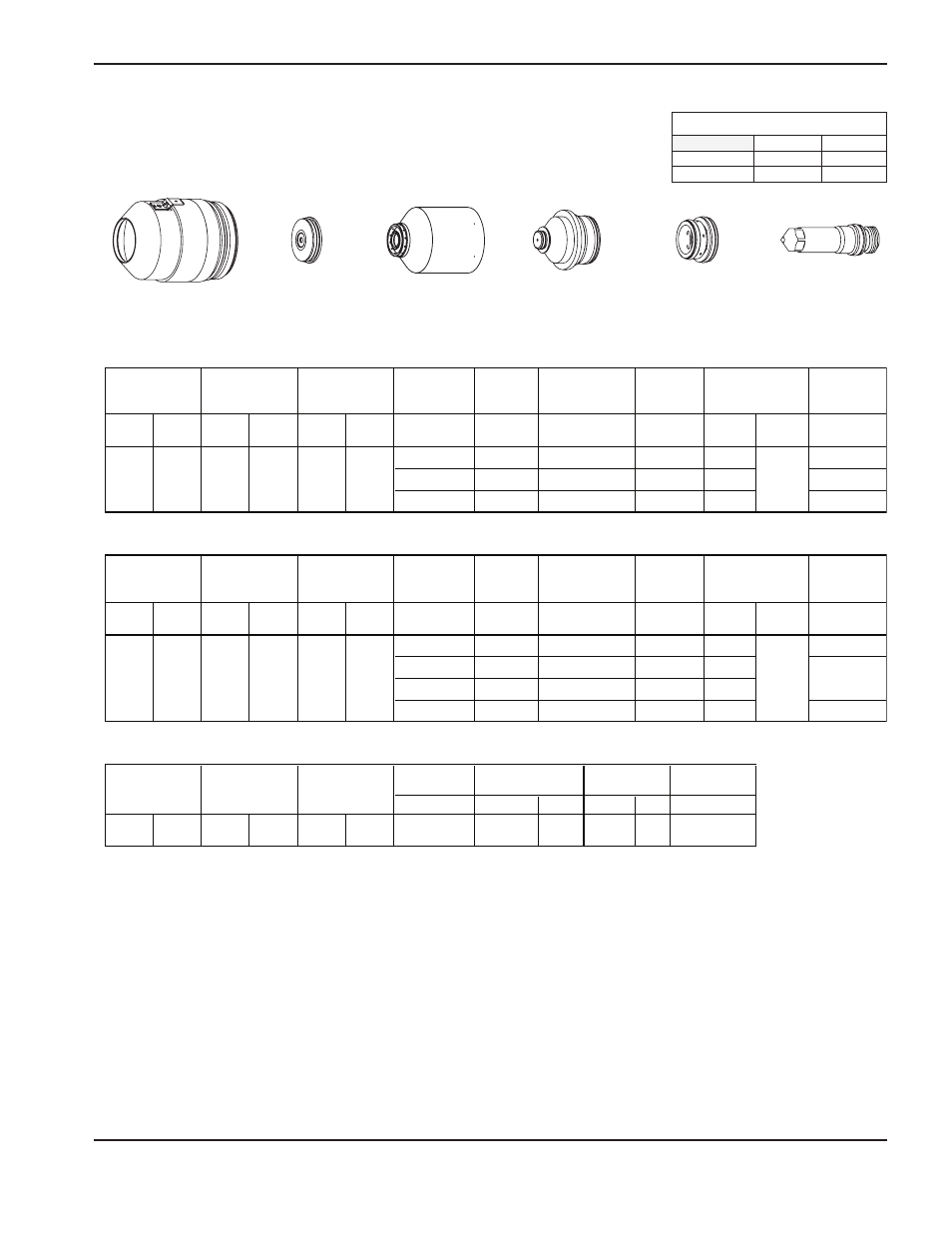
APPENDIX C – CUT CHARTS FOR PREVIOUS SYSTEM REVISIONS
HPR260 Auto Gas
Instruction Manual
c-9
Stainless steel
F5 Plasma / N
2
Shield
80 A Cutting
220338
220173
220339
220304
220179
220337
Flow rates – lpm/scfh
F5
N
2
Preflow
0 / 0
67 / 142
Cutflow
31 / 65
55 / 116
Plasma Shield Plasma Shield Plasma Shield
mm
Volts
mm
factor %
seconds
4
108
4.5
0.2
6
112
3.8
0.3
10
120
4.5
0.5
Plasma Shield Plasma Shield Plasma Shield
in
Volts
in
factor %
seconds
.135
108
0.180
0.2
3/16
110
0.170
1/4
112
0.150
3/8
120
0.180
0.5
Amperage
Amps
mm
in
mm/min ipm
N
2
N
2
10
10
10
10
15
2.5
0.100
6350
250
Marking
25
105
60
65
42
F5
N
2
33
27
Pierce Delay
Time
in
ipm
0.3
45
150
0.120
0.110
0.100
0.120
Initial Pierce
Height
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
mm
mm/m
65
42
3.0
2.5
3.0
Set
Preflow
Metric
2180
1225
560
150
F5
N
2
33
27
Volts
95
Select
Gases
Marking
Speed
Torch-to-Work
Distance
Set
Cutflow
Arc
Voltage