Mild steel, Plasma / o, Shield 30 a cutting – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 271: Metric english, Marking
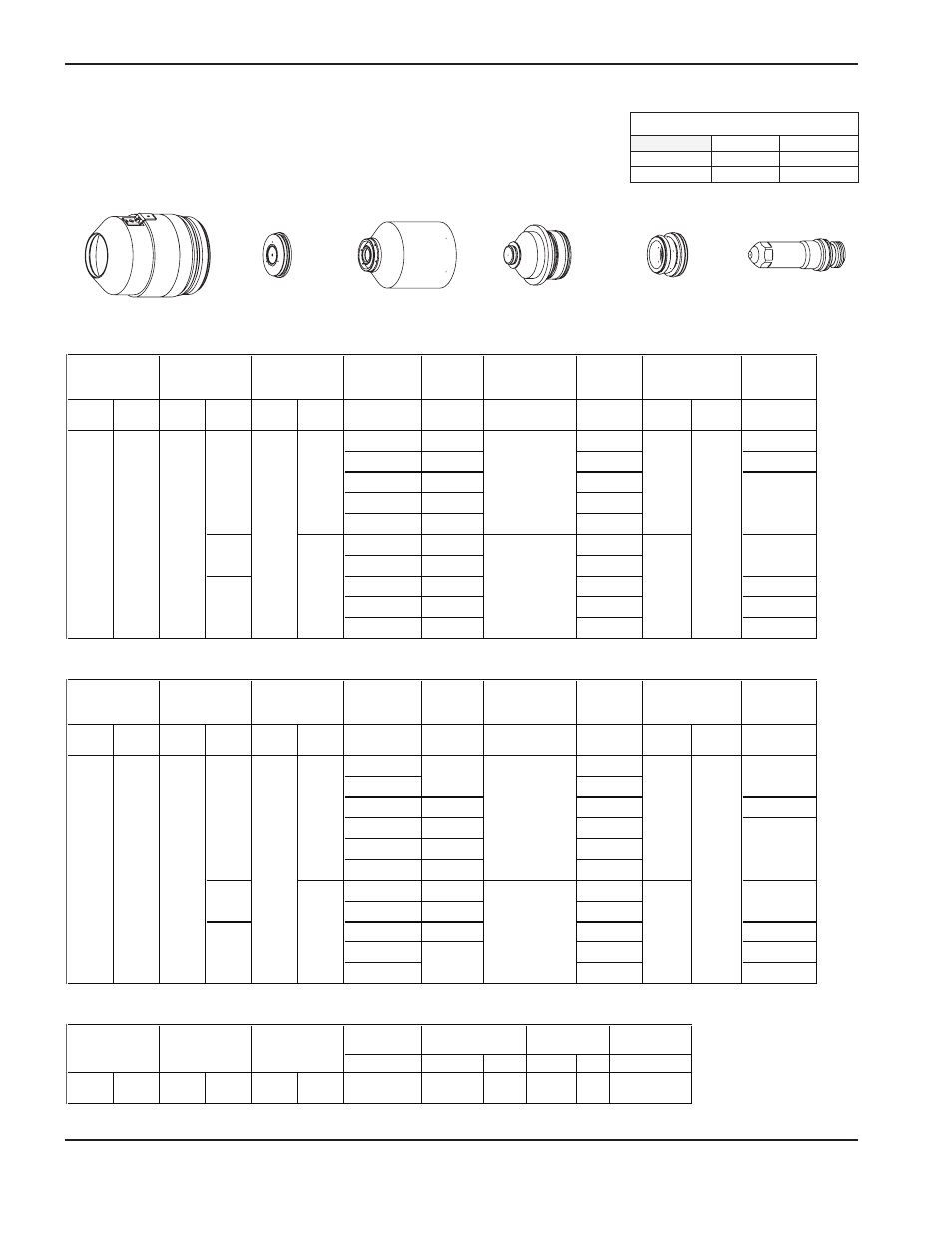
APPENDIX C – CUT CHARTS FOR PREVIOUS SYSTEM REVISIONS
c-2
HPR260 Auto Gas
Instruction Manual
Mild steel
O
2
Plasma / O
2
Shield
30 A Cutting
220194
220173
220192
220313
220180
220193
Plasma Shield Plasma Shield Plasma Shield
mm
s
d
n
o
c
e
s
%
r
o
t
c
a
f
m
m
s
t
l
o
V
0.5
1
.
0
4
1
1
0.8
2
.
0
5
1
1
1
116
1.2
117
1.5
119
2
120
2.5
122
3*
5
.
0
3
2
1
4*
125
0.7
6*
128
1.0
Plasma Shield Plasma Shield Plasma Shield
in
s
d
n
o
c
e
s
%
r
o
t
c
a
f
n
i
s
t
l
o
V
.018
.024
.030
2
.
0
5
1
1
.036
116
.048
117
.060
119
.075
120
.105
122
.135*
5
.
0
3
2
1
3/16*
0.7
1/4*
1.0
Amperage
Amps
mm
in
mm/min ipm
N
2
N
2
10
10
10
10
15
2.5
0.100
6350
250
Arc
Voltage
Volts
105
Marking
Speed
Torch-to-Work
Distance
Select
Gases
Set
Preflow
Set
Cutflow
2.7
1325
1160
905
94
114
0.050
0.060
Arc
Voltage
78
17
35
75
O
2
O
2
1.5
2.3
665
5355
94
17
7
1.3
Initial Pierce
Height
Pierce Delay
Time
0.3
180
0.4
60
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
17
mm
mm/m
Torch-to-Work
Distance
4225
3615
2865
2210
1490
Pierce Delay
Time
in
ipm
215
0.090
Cutting
Speed
Initial Pierce
Height
85
155
170
128
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
O
2
O
2
78
75
35
180
0.1
0.3
0.4
Marking
7
17
30
25
40
50
110
200
0.110
Flow rates – lpm/scfh
O
2
Air
Preflow
0 / 0
46 / 97
Cutflow
22 / 46
0/0
*Pierce complete is recommended for these thicknesses
Note: Air must be connected to use this process. It is used as the preflow gas