Stainless steel, H35 and n, Plasma / n – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 126: Shield 260 a cutting, Metric english, Marking
OPERATION
4-32
HPR260 Auto Gas
Instruction Manual
4
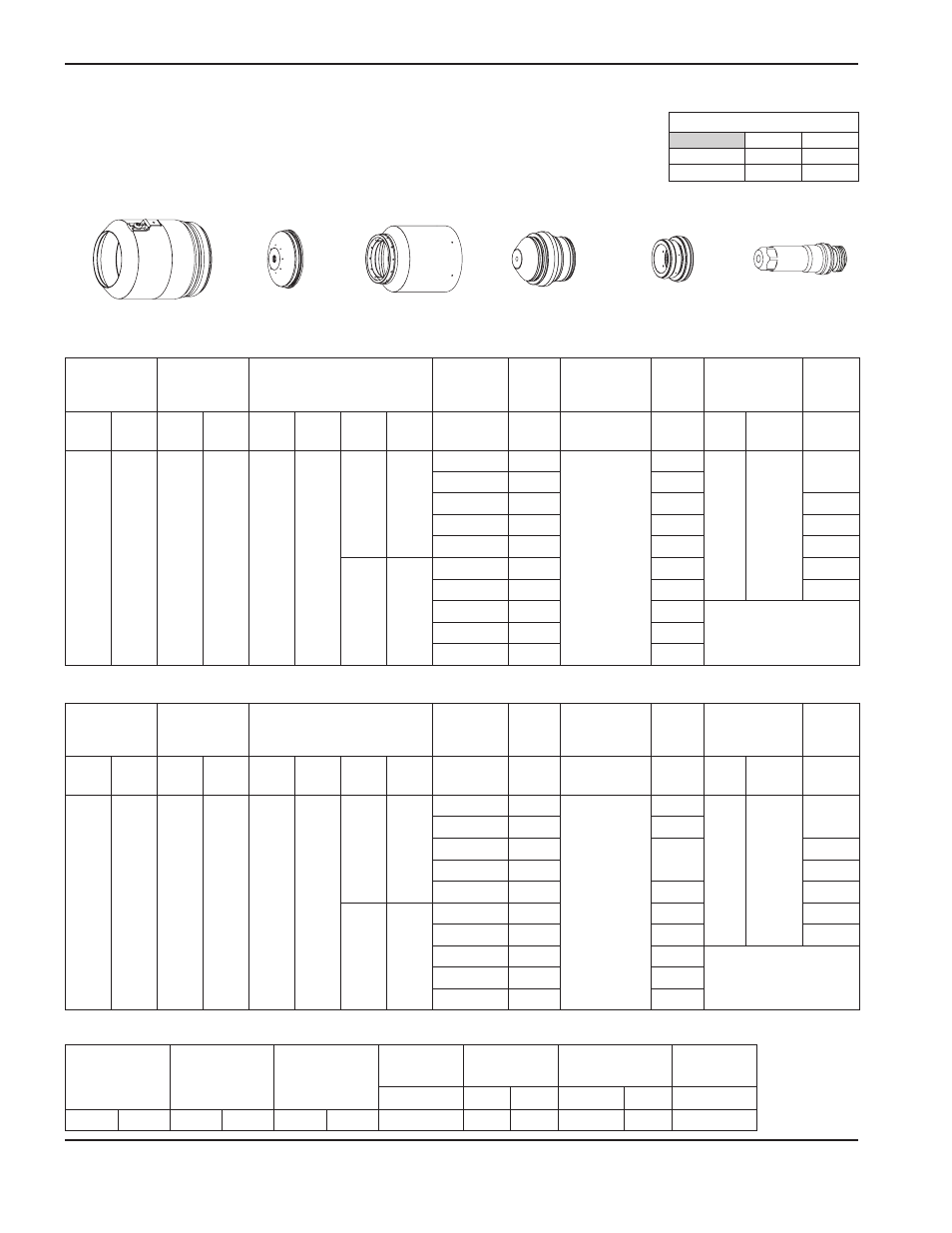
Stainless steel
H35 and N
2
Plasma / N
2
Shield
260 A Cutting
220407
220398
220307
220344
220405
220406
Metric
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Plasma Shield Plasma Shield Plasma Shield
Mix
Gas 1
Mix
Gas 2
mm
Volts
mm
mm/m
mm
factor % seconds
H35
N
2
12
49
87
60
60
21
6
170
4.0
3980
8.0
200
0.3
10
175
2190
12
176
1790
0.5
15
177
1650
0.7
20
179
1320
0.8
40
26
25
182
920
1.0
32
186
755
1.2
38
189
510
Edge start
44
195
390
50
202
270
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce
Delay
Time
Plasma Shield Plasma Shield Plasma Shield
Mix
Gas 1
Mix
Gas 2
in
Volts
in
ipm
in
factor % seconds
H35
N
2
12
49
87
60
60
21
1/4
170
0.160
150
0.320
200
0.3
3/8
175
90
1/2
176
65
0.5
5/8
177
0.7
3/4
179
55
0.8
40
26
1
182
35
1.0
1-1/4
186
30
1.2
1-1/2
189
20
Edge start
1-3/4
187
15
2
202
10
Select
Gases
Set
Preflow
Set
Cutflow
Amperage
Torch-to-Work
Distance
Marking
Speed
Arc
Voltage
Amps
mm
in
mm/min
ipm
Volts
N
2
N
2
10
10
10
10
18
2.5
0.100
6350
250
120
Marking
Flow rates – lpm/scfh
H35
N
2
Preflow
0 / 0
132 / 280
Cutflow
13 / 27
163 / 345