Mild steel, Plasma / air shield 260 a cutting, Marking – Hypertherm HPR260 Manual Gas Preventive Maintenance Program Rev.5 User Manual
Page 275: English, Metric
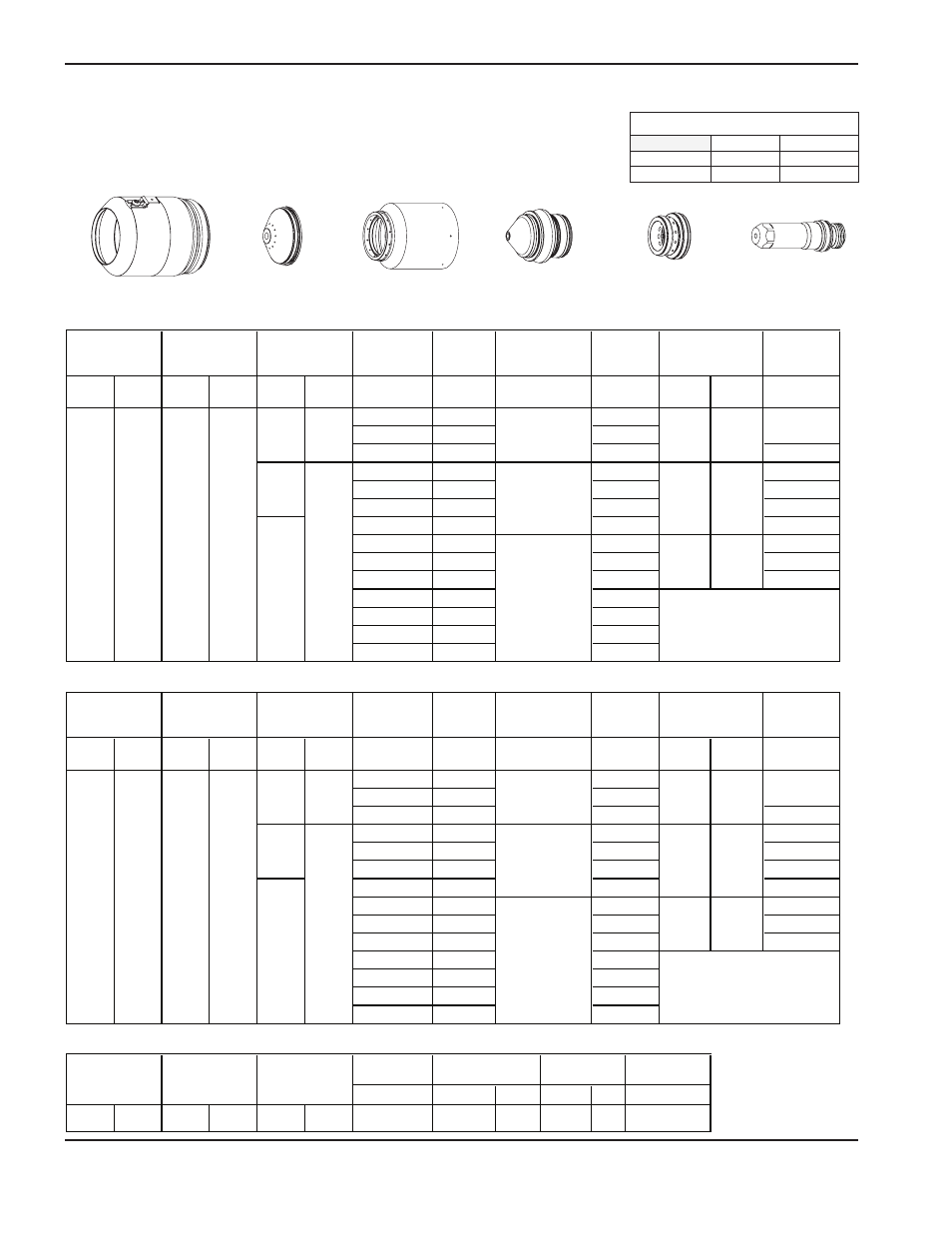
APPENDIX C – CUT CHARTS FOR PREVIOUS SYSTEM REVISIONS
c-6
HPR260 Auto Gas
Instruction Manual
Mild steel
O
2
Plasma / Air Shield
260 A Cutting
220440
220398
220435
220433
220436
220439
Flow rates – lpm/scfh @ 3/4" setting
O
2
Air
Preflow
0 / 0
130 / 275
Cutflow
42 / 88
104 / 220
Plasma Shield Plasma Shield Plasma Shield
mm
Volts
mm
factor %
seconds
6
150
10
150
12
150
0.4
15
155
0.5
20
159
0.6
22
166
0.7
25
171
0.8
28
170
0.9
32
172
1.0
38
174
1.2
44
185
50
188
58
193
64
202
Plasma Shield Plasma Shield Plasma Shield
in
Volts
in
factor %
seconds
1/4
150
3/8
150
1/2
150
0.4
5/8
155
0.5
3/4
159
0.6
7/8
166
0.7
1
171
0.8
1-1/8
170
0.9
1-1/4
172
1.0
1-1/2
174
1.2
1-3/4
185
2
188
2-1/4
193
2-1/2
202
Marking
Amperage
Amps
mm
in
mm/min ipm
N
2
N
2
10
10
10
10
18
2.5
0.100
6350
250
N/A
0.3
8.5
300
0.3
9.0
250
9.5
200
N/A
0.350
250
0.380
200
135
Select
Gases
Set
Preflow
Set
Cutflow
Torch-to-Work
Distance
Marking
Speed
Volts
58
54
58
84
76
80
12
8
65
0.140
0.190
55
45
35
22
15
84
76
80
4.8
54
2.8
58
3.6
75
250
in
ipm
180
145
115
90
0.110
O
2
Air
22
English
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Pierce Delay
Time
405
290
195
Cutting
Speed
300
0.330
3130
2170
895
580
1685
1445
1135
Initial Pierce
Height
mm
mm/m
O
2
Air
22
6500
4440
3850
1930
58
Metric
Select
Gases
Set
Preflow
Set
Cutflow
Material
Thickness
Arc
Voltage
Torch-to-Work
Distance
Cutting
Speed
Initial Pierce
Height
Pierce Delay
Time
Arc
Voltage