2 working with the parallel axes u, v and w, Overview, Working with the parallel axes u, v and w – HEIDENHAIN TNC 320 (34055x-06) User Manual
Page 329: Working with the parallel axes u, v and w 10.2
Working with the Parallel Axes U, V and W
10.2
10
TNC 320 | User's Manual HEIDENHAIN Conversational Programming | 5/2013
329
10.2
Working with the Parallel Axes U, V
and W
Overview
Your machine must be configured by the machine
manufacturer if you want to use parallel-axis
functions.
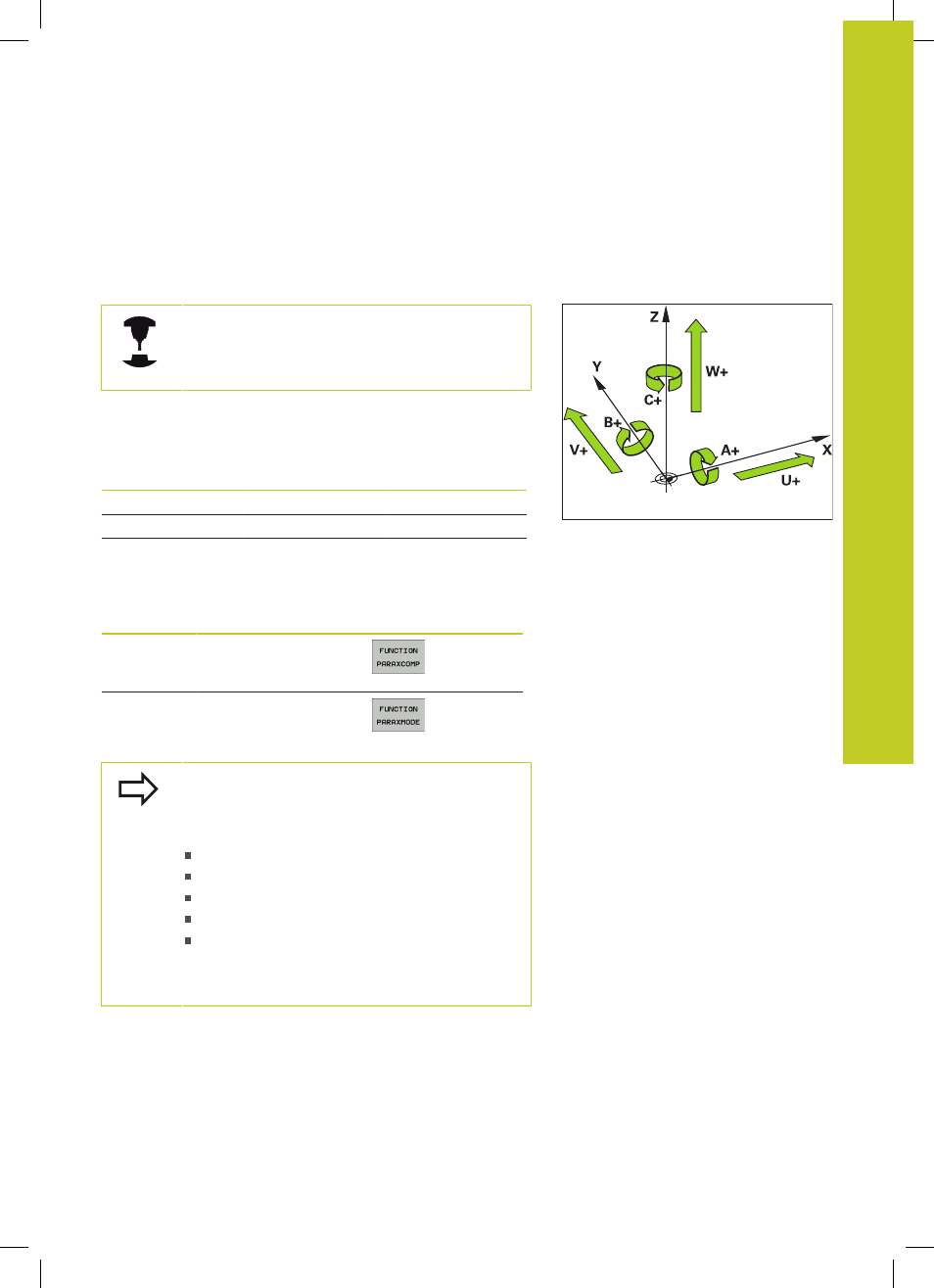
The axes U, V and W are secondary axes parallel to the principal
axes X, Y and Z, respectively. Principal axes and parallel axes are
permanently assigned to each other.
Principal axis
Parallel axis
Rotary axis
X
U
A
Y
V
B
Z
W
C
The TNC provides the following functions for machining with the
parallel axes U, V and W:
Function
Meaning
Soft key
Page
PARAXCOMP Define the TNC's
behavior when
positioning parallel axes
PARAXMODE Define the axes the
TNC is to use for
machining
After the TNC is started up, the standard
configuration is always effective.
Parallel-axis functions are reset by the following
functions:
Selection of a program
End of program
M2 or M30
Program cancelation (
PARAXCOMP remains active)
PARAXCOMP OFF or PARAXMODE OFF
You must deactivate the parallel-axis functions before
switching the machine kinematics.