Miscellaneous functions for coordinate data 9.3 – HEIDENHAIN TNC 320 (34055x-06) User Manual
Page 309
Miscellaneous functions for coordinate data
9.3
9
TNC 320 | User's Manual HEIDENHAIN Conversational Programming | 5/2013
309
Behavior with M92—Additional machine datum
In addition to the machine datum, the machine tool
builder can also define an additional machine-based
position as a reference point.
For each axis, the machine tool builder defines the
distance between the machine datum and this
additional machine datum. Refer to your machine
manual.
If you want the coordinates in a positioning block to be based on
the additional machine datum, end the block with M92.
Radius compensation remains the same in blocks
that are programmed with M91 or M92. The tool
length, however, is
not
compensated.
Effect
M91 and M92 are effective only in the blocks in which they are
programmed.
M91 and M92 take effect at the start of block.
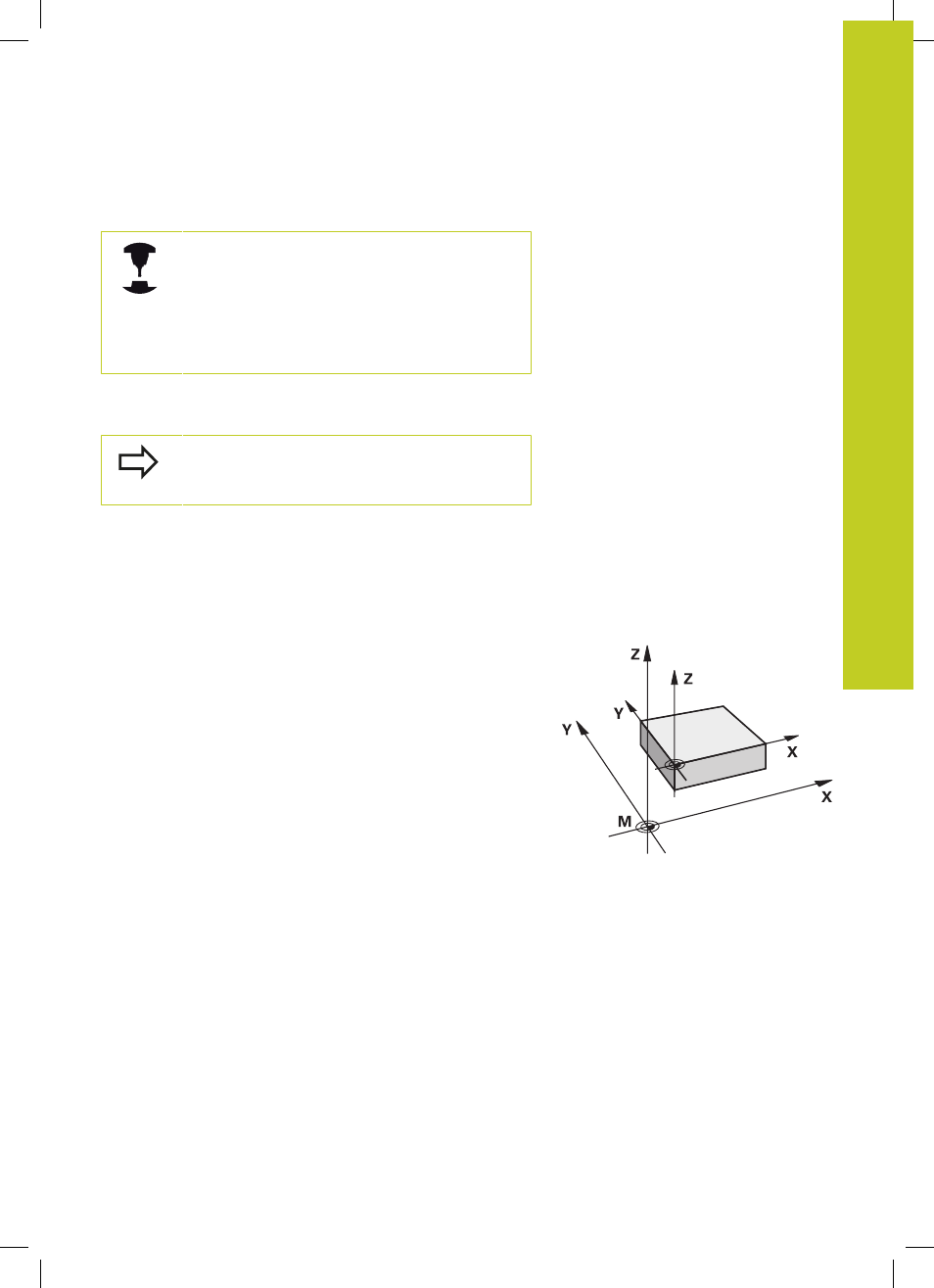
Workpiece datum
If you want the coordinates to always be referenced to the machine
datum, you can inhibit datum setting for one or more axes.
If datum setting is inhibited for all axes, the TNC no longer displays
the SET DATUM soft key in the Manual Operation mode.
The figure shows coordinate systems with the machine datum and
workpiece datum.
M91/M92 in the Test Run mode
In order to be able to graphically simulate M91/M92 movements,
you need to activate working space monitoring and display the
workpiece blank referenced to the set datum (See "Showing the
workpiece blank in the working space ", page 447).