5 program example, Program example – Festo Кабели и принадлежности User Manual
Page 79
4. Commissioning
4−34
Festo P.BE−SPC200−SMX−1−EN en 0503b
4.5
Program example
Enter a simple test program in order to check the configurĆ
ation and the axis set−up.
Program some positioning movements.
Proceed as described in the section Commissioning ..." in
the SPC200 manual or in the WinPISA manual.
The test program for a stepping motor axis can contain e.g.
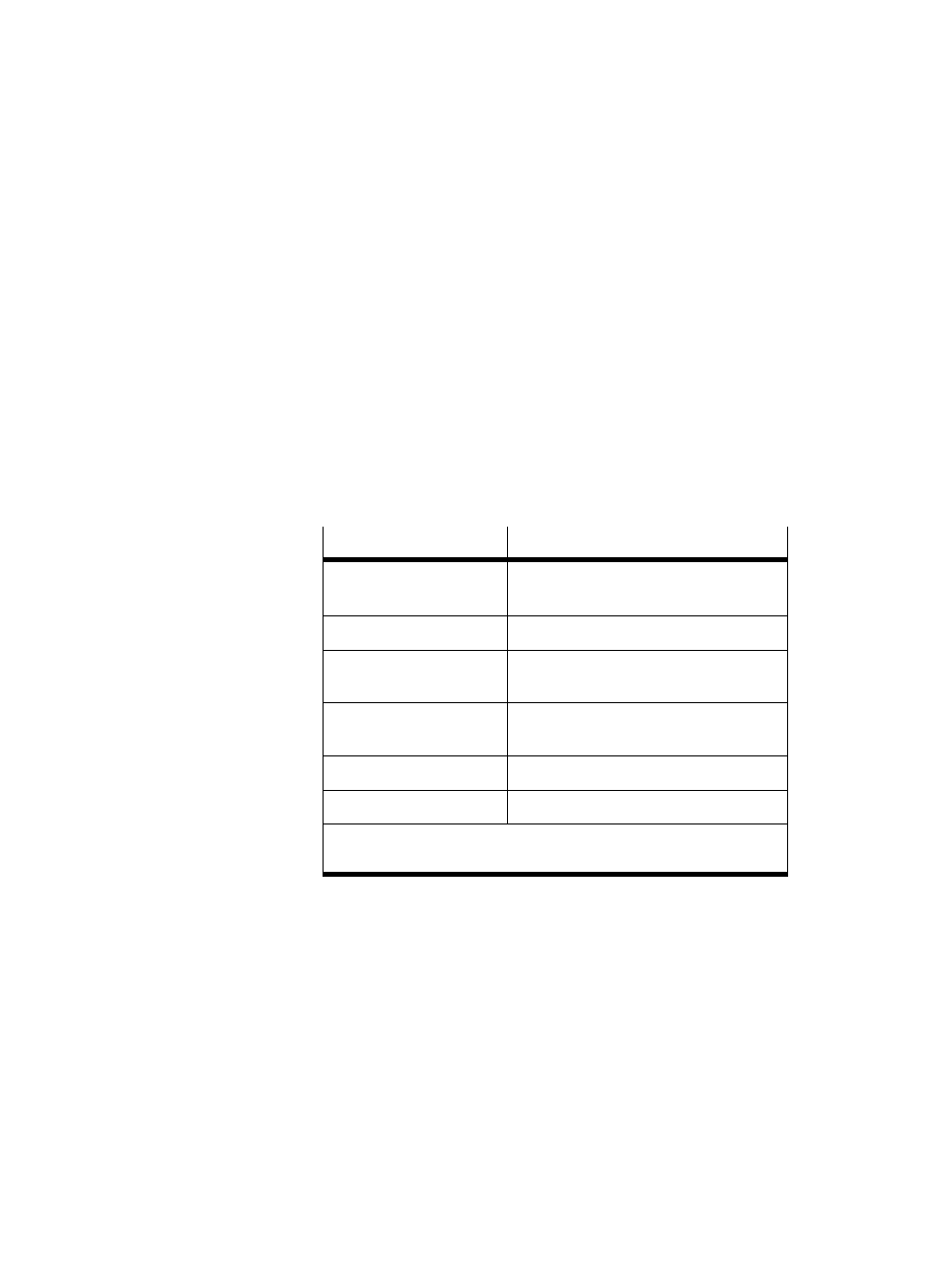
the following records:
NC record
Description
N000 G74 Y1
1)
2)
Reference travel in negative direction to
reference switch (REF)
N001 G04 100
Dwell time of 1 s
N002 G01 Y100 FY10
1)
Move at 10 % of the defined maximum
speed to Y = 100 mm
N003 G01 Y500 FY50
1)
Move at 50 % of the defined maximum
speed to Y = 500 mm
N004 G04 100
Dwell time of 1 s
N005 M30
Program end with repeat
1)
Use the axis identifier of the stepping motor axis
2)
Reference travel mode appropriate for the axis
Then check the program sequence as described in the
SPC200 manual or in the WinPISA manual.