Setting c-axis values, 5 mac h ine set u p – HEIDENHAIN SW 68894x-02 User Manual
Page 94
94
Machine mode of operation
3.5
Mac
h
ine
set
u
p
Setting C-axis values
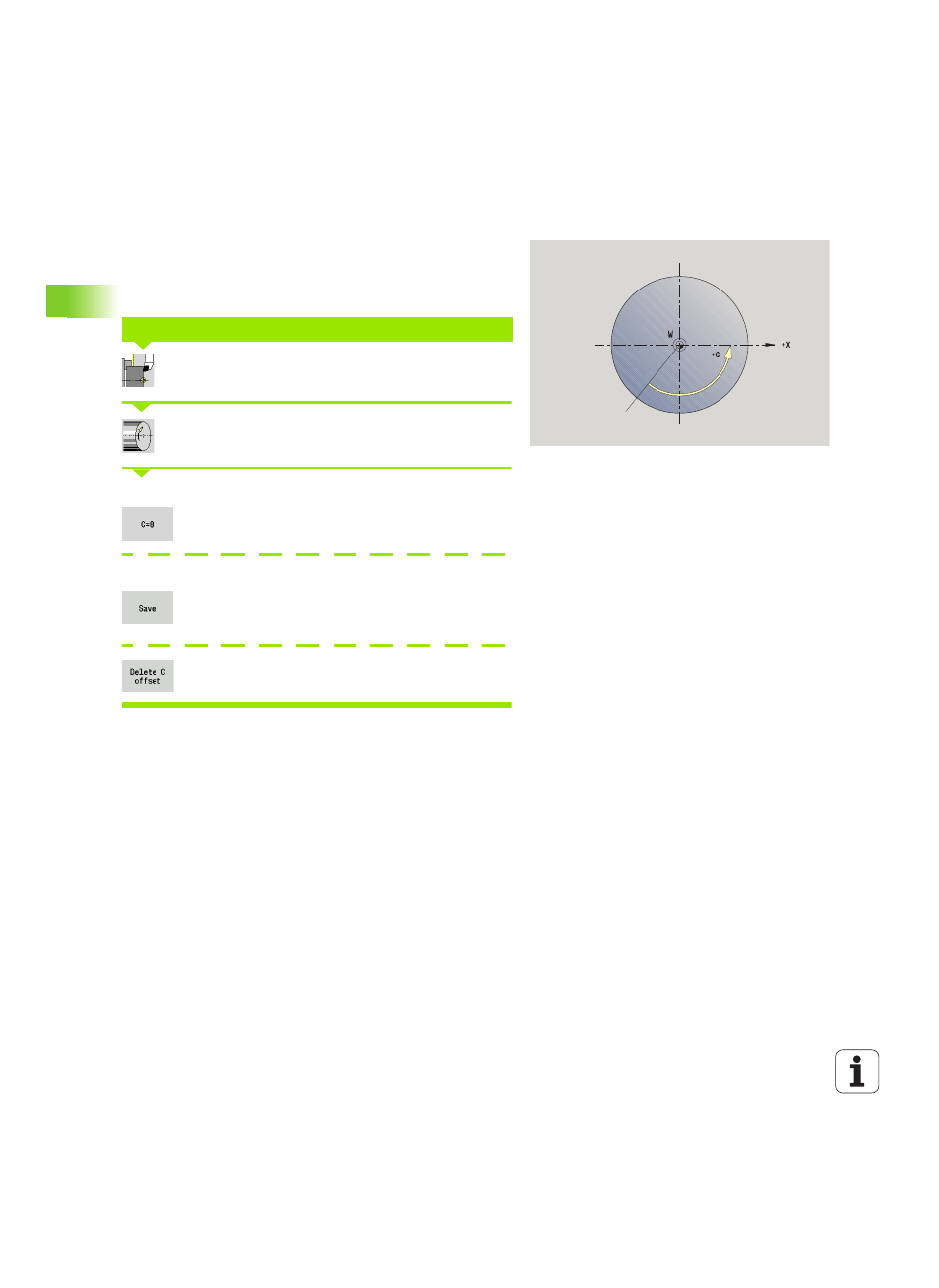
The "Set C-axis values" enables you to define a datum shift for the
workpiece spindle:
CN: Position value of the workpiece spindle (display)
C: Datum shift of the C-axis
Select Setting up
Select Set C axis values
Position the C axis
Define the position as the C axis zero point
Enter the zero point shift of the C axis:
Confirm entry for CNC PILOT to calculate the C axis
zero point
Delete the zero point shift of the C axis
Expanded form view for machines with opposing spindle
If your machine is equipped with an opposing spindle, the CA
parameter is shown. The CA parameter enables you to specify for
which workpiece spindle (main spindle or opposing spindle) entries for
the "Set C-axis value" function are effective.
The active angle offset is shown in the CV parameter. An angle offset
is activated with G905 to match the position of main and opposing
spindle to each other. This may be necessary if both spindles need to
be synchronized for a part transfer. The "Delete CV offset" soft key
enables you to reset an active angle offset.
Additional parameters for machines with opposing spindle:
CV: Display of active angle offset
CA: Selection of C-axis (main spindle or opposing spindle)
DEFINING THE ZERO POINT OF THE C AXIS