2 pa ra met ers – HEIDENHAIN SW 68894x-02 User Manual
Page 539
HEIDENHAIN CNC PILOT 640
539
8.2
Pa
ra
met
ers
Finishing – Machining analysis
Recessing and contour recessing
Recessing, contour recessing – Approach and departure
Approach and departure are at rapid traverse (G0).
Machining analysis
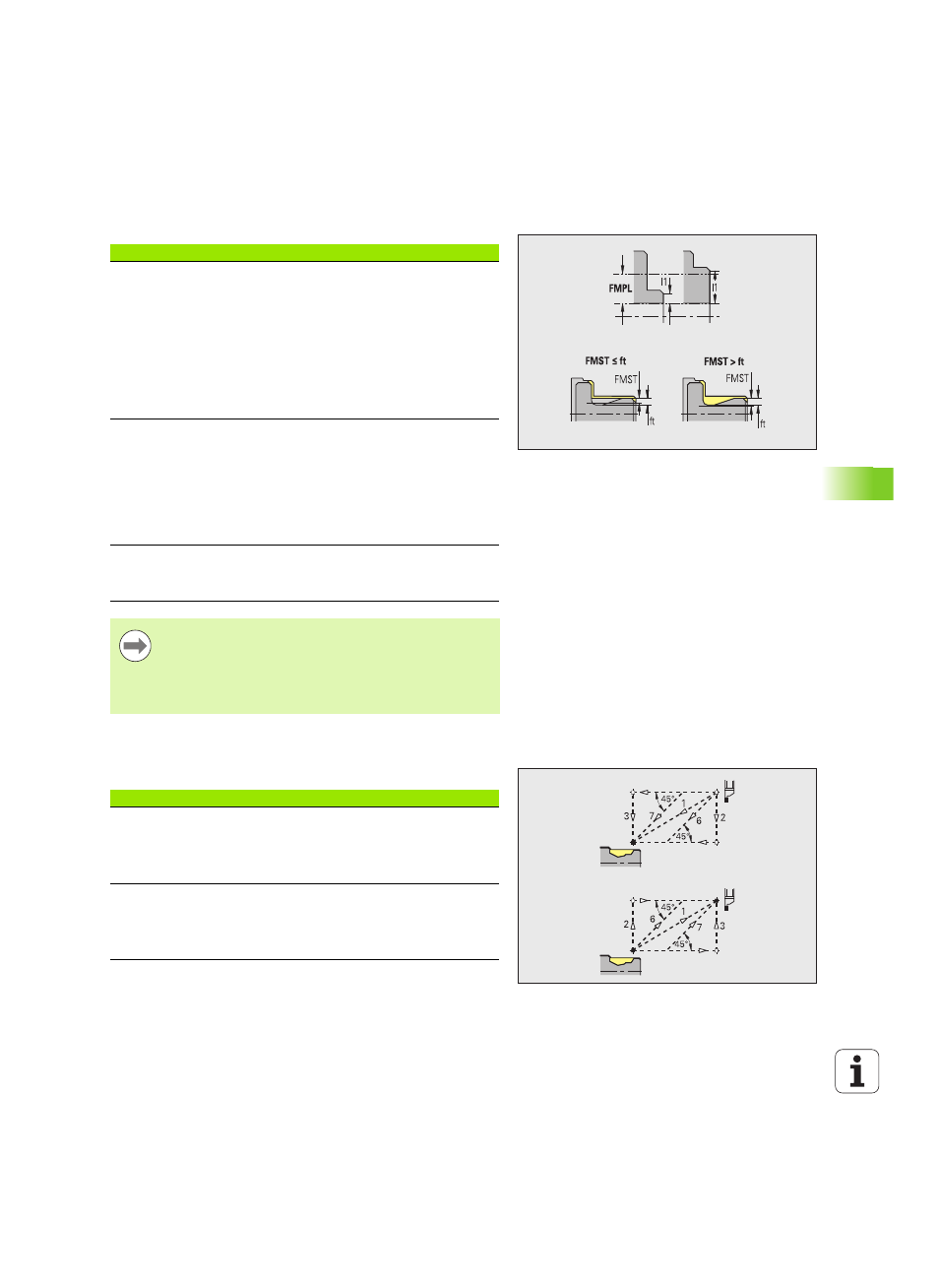
Minimum finishing transverse length [FMPL]
TURN PLUS checks the frontmost element of the outside
contour to be finish-machined. Remember that:
Without inside contour: Always with additional transverse
cut
With inside contour – FMPL >= l1: Without additional
transverse cut
With inside contour – FMPL < l1: With additional transverse
cut
Maximum finishing cut depth [FMST]
FMST defines the permissible infeed depth for non-machined
undercuts. The finishing cycle (G890) uses this parameter to
determine whether undercuts (type E, F, G) will be machined
with a contour-finishing operation. Remember that:
FMST > ft: With undercut machining (ft: undercut depth)
FMST <= ft: Without undercut machining
Number of revolutions for chamfer or rounding [FMUR]
The feed rate is reduced such that at least FMUR revolutions
can be executed (evaluation: finishing cycle G890).
The following rules apply to FMPL:
The additional transverse cut is executed from the
outside toward the inside.
The "Transverse angle variation PWA" has no effect on
the analysis of the transverse elements.
Approach and departure
Approach – external recessing [ANESA]
Approach – internal recessing [ANESI]
Departure – external recessing [ABESA]
Departure – internal recessing [ABESI]
Approach – external contour recessing [ANKSA]
Approach – internal contour recessing [ANKSI]
Departure – external contour recessing [ABKSA]
Departure – internal contour recessing [ABKSI]