Cut, transverse finishing plunge, 4 tu rn ing cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 172
172
Teach-in mode
4.4
Tu
rn
ing
cy
cles
Type of machining for technology database access: Finishing
Cycle run
1
Move in transverse direction from the starting point to the contour
starting point X1, Z1
2
Finish defined contour area
3
Return to starting point on paraxial path
4
Move to the tool change point according to the G14 setting
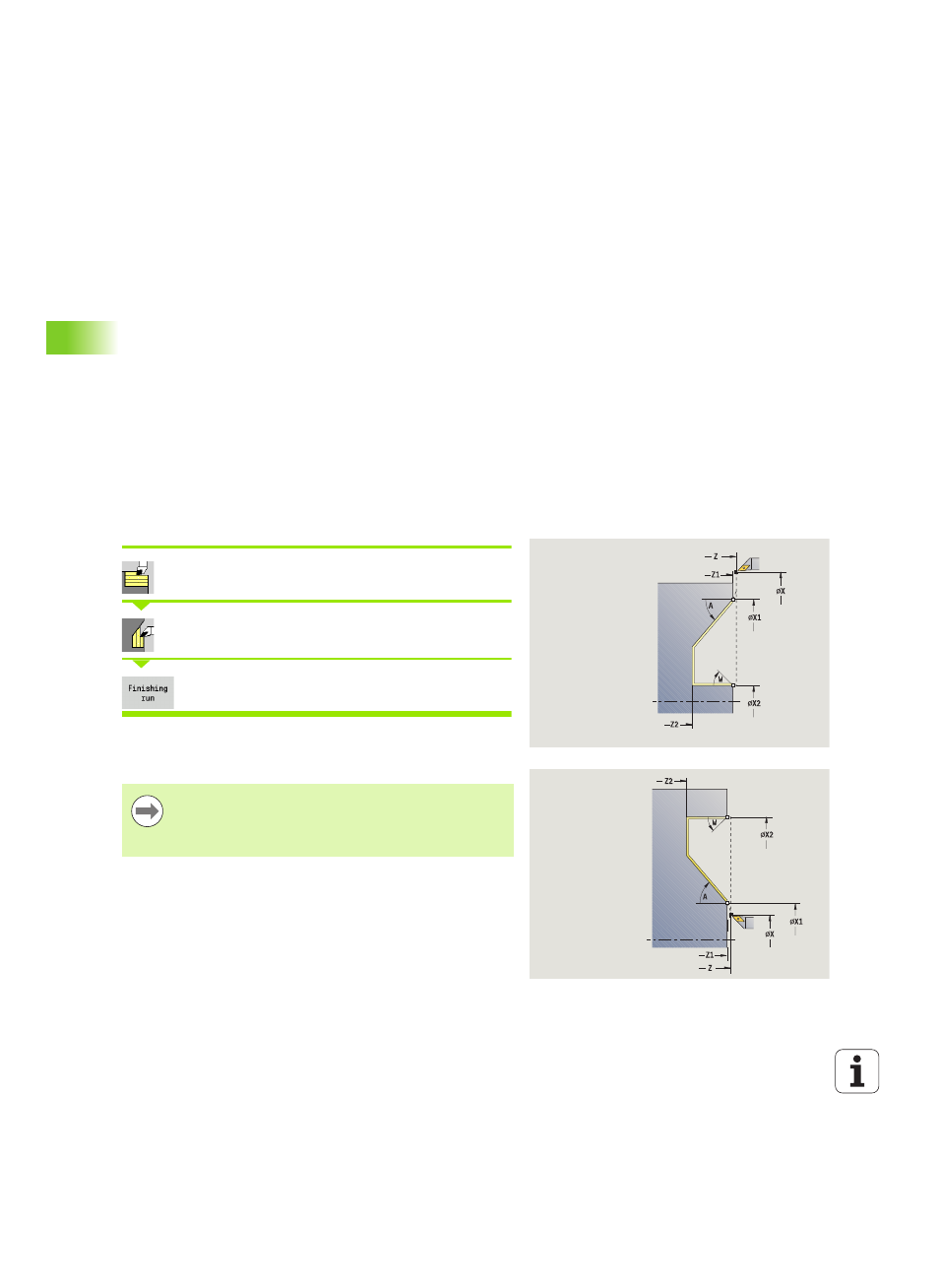
Cut, transverse finishing plunge
Select cut, longitudinal/transverse
Select plunge, transverse
Press the Finishing run soft key
The cycle finishes the contour area from the contour starting point
to the contour end point. At the end of the cycle, the tool returns to
the starting point.
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
The tool plunges with the maximum possible angle,
leaving material remaining.
The steeper the tool plunges into the material, the
greater the feed rate decrease (max. 50 %).
Cycle parameters
X, Z
Starting point
X1, Z1
Contour starting point
X2, Z2
Contour end point
A
Plunge angle (range: 0° <= A < 90°; default: 0°)
W
End angle—oblique cut at contour end
(Range: 0° <= W < 90°)
G47
Safety clearance (see page 128)
G14
Tool change point (see page 128)