Recessing, axial—expanded, 5 recessing cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 206
206
Teach-in mode
4.5
Recessing
cy
cles
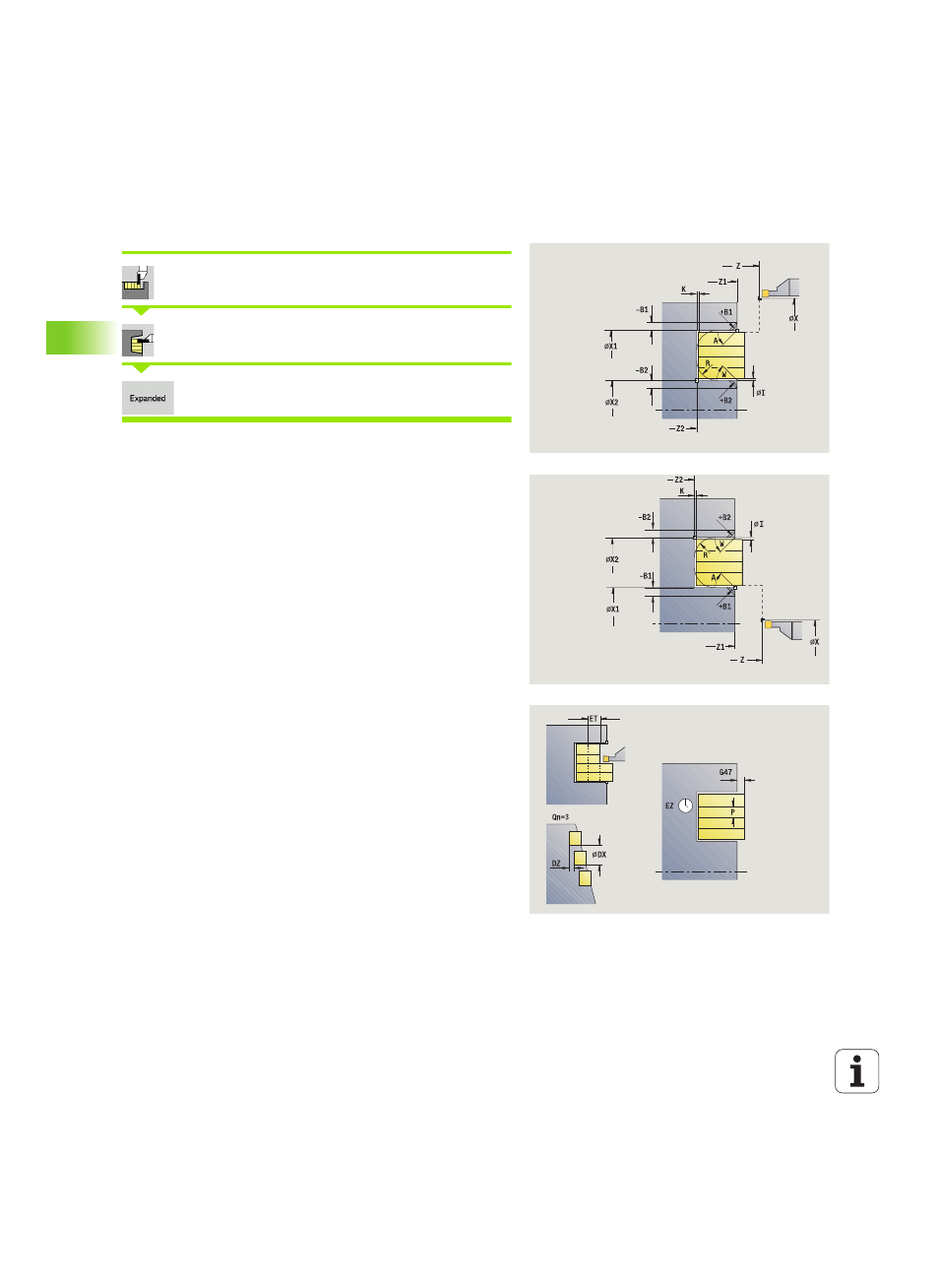
Recessing, axial—expanded
Call the recessing cycles
Select axial recessing
Press the Expanded soft key
The cycle machines the number of recesses defined in number Qn. The
parameters for the contour starting point and end point of
contour
define the first recess (position, recess depth and recess
width).
Cycle parameters
X, Z
Starting point
X1, Z1
Contour starting point
X2, Z2
Contour end point
B1, B2
Chamfer/rounding arc (B1 contour start; B2 contour end)
B>0: Rounding radius
B<0: Chamfer width
A
Starting angle (range: 0° <= A < 90°)
W
End angle (range: 0° <= W < 90°)
R
Rounding arc
I, K
Oversize X, Z
G14
Tool change point (see page 128)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
P
Recessing width: infeeds <= P (no input: P = 0.8 * cutting
width of the tool)
ET
Recessing depth by which one cut is fed
EZ
Dwell time for chip breaking (default: length of time for
two revolutions)
Qn
Number of recess cycles (default: 1)
DX, DZ
Distance to subsequent recess with respect to the
preceding recess
G47
Safety clearance (see page 128)
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step