Contour direction (cycle programming), 4 cr eating an icp cont our – HEIDENHAIN SW 68894x-02 User Manual
Page 377
HEIDENHAIN CNC PILOT 640
377
5.4
Cr
eating
an
ICP
cont
our
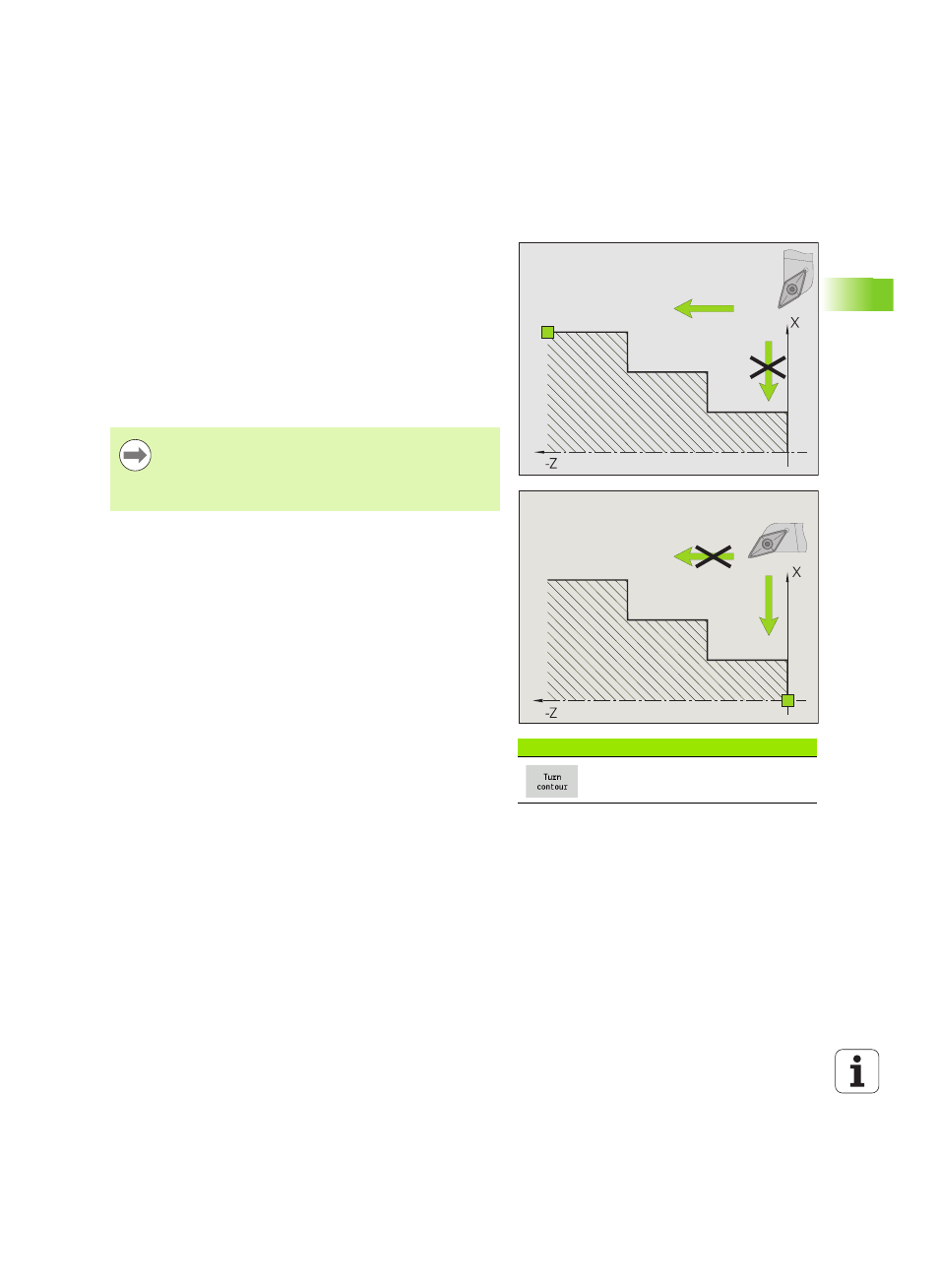
Contour direction (cycle programming)
The cutting direction during cycle programming depends on the
direction of the contour. If the contour is described in the –Z direction,
a tool with the orientation 1 must be used for longitudinal machining.
(See "General tool parameters" on page 497.) The cycle used
determines whether machining is transverse or longitudinal.
If the contour is described in the –X direction, a tool with the
orientation 3 must be used for transverse machining.
ICP cut, longitudinal/transverse (roughing)
: The CNC PILOT
machines the workpiece in the contour direction.
ICP finishing, longitudinal/transverse
: the CNC PILOT finishes in
the contour direction.
Soft keys in the ICP editor main menu
Inverts the definition direction of the
contour.
An ICP contour which was defined for a roughing
operation with the "ICP cut longitudinal" cycle cannot be
used for machining with the "ICP cut transverse" cycle.
Reverse the contour direction with the Turn contour soft
key.