Icp recess turning, axial finishing, 5 recessing cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 246
246
Teach-in mode
4.5
Recessing
cy
cles
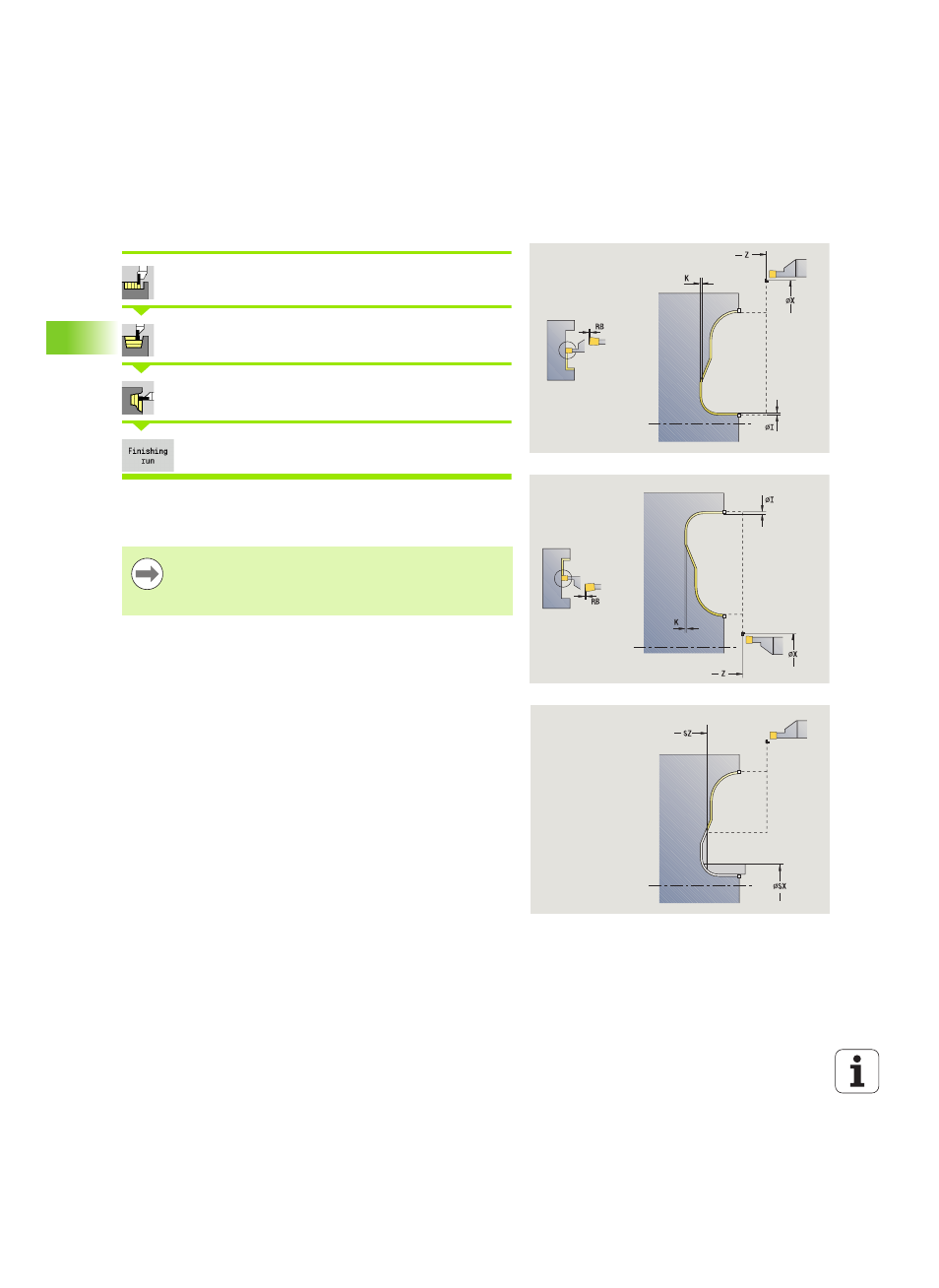
ICP recess turning, axial finishing
Call the recessing cycles
Select recess turning
Select recess turning, axial ICP
Press the Finishing run soft key
The cycle finishes the contour area defined by the ICP contour (see
also "Recess turning" on page 224). At the end of the cycle, the tool
returns to the starting point.
With oversizes I, K for the workpiece blank, you define
the material to be machined during the finishing cycle. For
this purpose, enter the oversizes for recess turning,
finishing.
Cycle parameters
X, Z
Starting point
FK
ICP finished part: Name of the contour to be machined
RB
Depth compensation
I, K
Oversize X, Z
SX, SZ
Cutting limits (see page 128)
G14
Tool change point (see page 128)
A
Starting angle defines the machining area at the contour
starting point
W
End angle defines the machining area at the contour end
point
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
G47
Safety clearance (see page 128)
MT
M after T: M function that is executed after the tool call T