Icp recess turning, radial, 5 recessing cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 240
240
Teach-in mode
4.5
Recessing
cy
cles
ICP recess turning, radial
Call the recessing cycles
Select recess turning
Select recess turning, radial
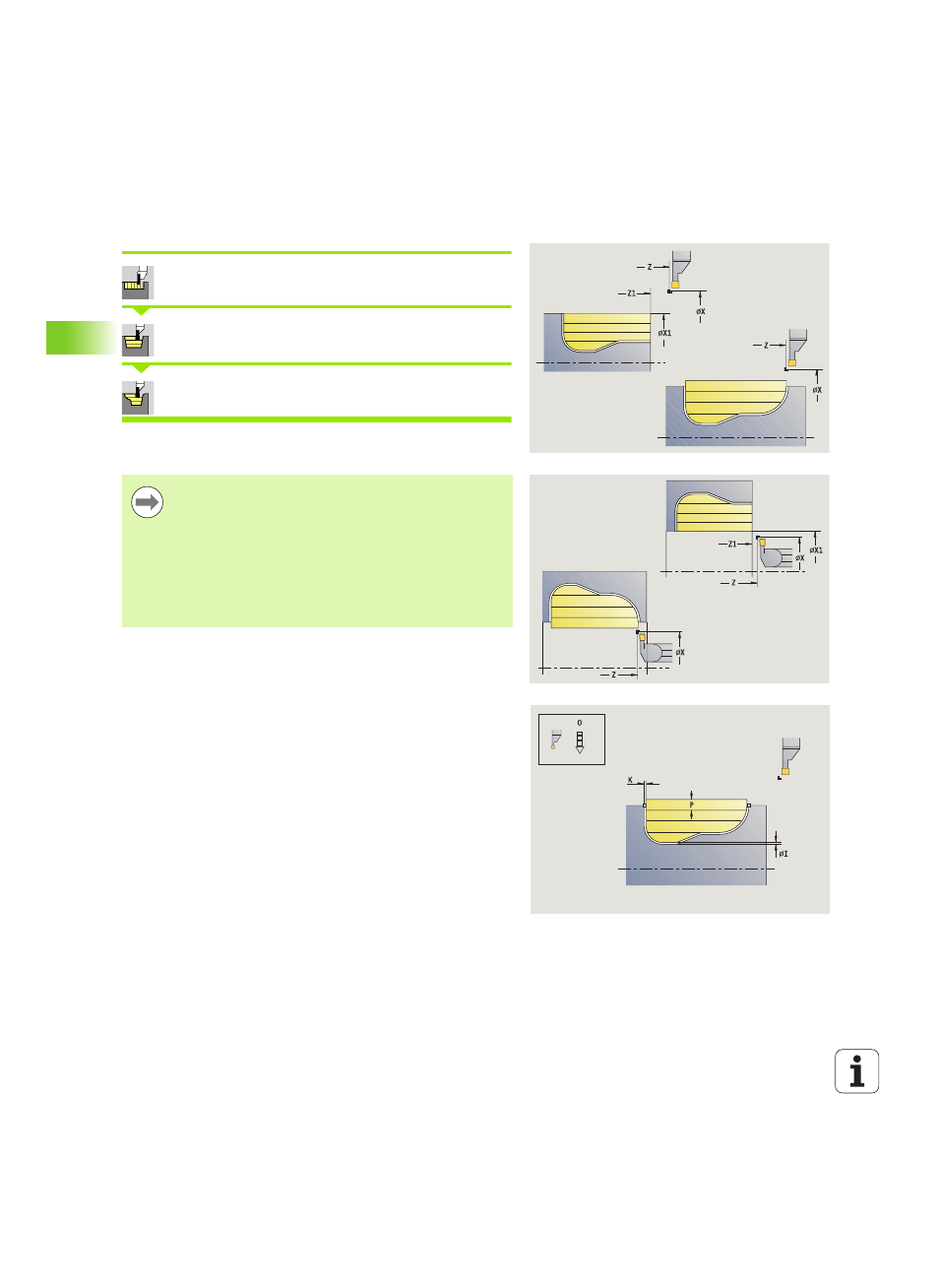
The cycle clears the defined area (see also "Recess turning" on
If you are machining
descending contours,
define the starting point—not
the starting point of the blank. The cycle clears the
area defined by the starting point and the ICP contour,
taking the oversizes into account.
inclining contours,
define the starting point and the
starting point of the blank.
The cycle clears the area
defined by the contour starting point and the ICP
contour, taking the oversizes into account.
Cycle parameters
X, Z
Starting point
X1, Z1
Starting point of blank
FK
ICP finished part: Name of the contour to be machined
P
Infeed depth: Maximum infeed depth
ET
Recessing depth by which one cut is fed.
O
Recessing feed rate (default: active feed rate)
I, K
Oversizes in X and Z are taken into account during finishing
in subsequent machining operations
SX, SZ
Cutting limits (see page 128)
B
Offset width (default: 0)
U
Unidirectional turning (default: 0)
0: Bidirectional
1: Unidirectional (direction: see help graphic)
G14
Tool change point (see page 128)
A
Starting angle defines the machining area at the contour
starting point
W
End angle defines the machining area at the contour end
point