6 thread and undercut cycles, Thread position, undercut position – HEIDENHAIN SW 68894x-02 User Manual
Page 257
HEIDENHAIN CNC PILOT 640
257
4.6
Thr
ead
and
under
cut
cy
cles
4.6 Thread and undercut cycles
Thread position, undercut position
Thread position
The CNC PILOT determines the direction of the thread from the
parameters for starting point Z (or current tool position in Manual
mode) and end point Z2. You select internal or external thread by soft
key.
Undercut position
The CNC PILOT determines the position of an undercut from the
parameters for starting point X, Z (current tool position in Manual
mode) and cylinder starting point X1/end point Z2 on plane
surface.
The thread and undercut cycles machine single or multi-
start longitudinal and tapered threads, as well as thread
undercuts.
In Cycle mode you can
Repeat the last cut to compensate for tool inaccuracies.
Use the Recut function to rework damaged threads
(only in Manual mode).
Threads are cut with constant rotational speed.
At a cycle stop, the tool retracts with the spindle still
rotating. The cycle then has to be restarted.
Feed rate override is not effective during cycle
execution.
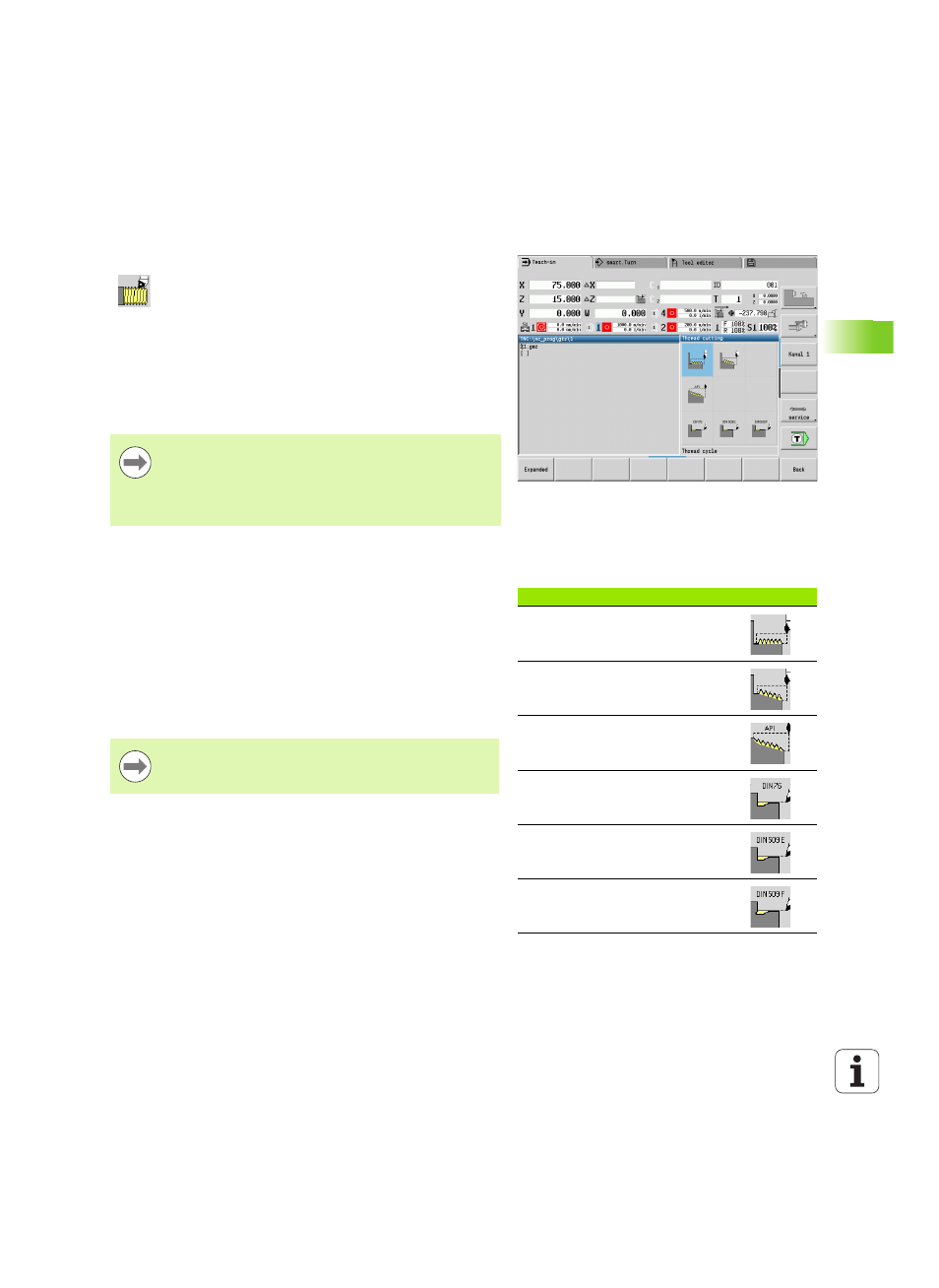
Thread and undercut cycles
Symbol
Thread cycle
Longitudinal single or multi-start
thread
Tapered thread
Tapered single or multi-start thread
API thread
Single or multi-start API thread (API:
American Petroleum Institute)
Undercut DIN 76
Thread undercut and thread chamfer
Undercut DIN 509 E
Undercut and cylinder chamfer
Undercut DIN 509 F
Undercut and cylinder chamfer
An undercut can only be machined in a right-angled
paraxial contour corner in the linear axis.