8 milling cy cles – HEIDENHAIN SW 68894x-02 User Manual
Page 324
324
Teach-in mode
4.8
Milling
cy
cles
Type of machining for technology database access: Milling
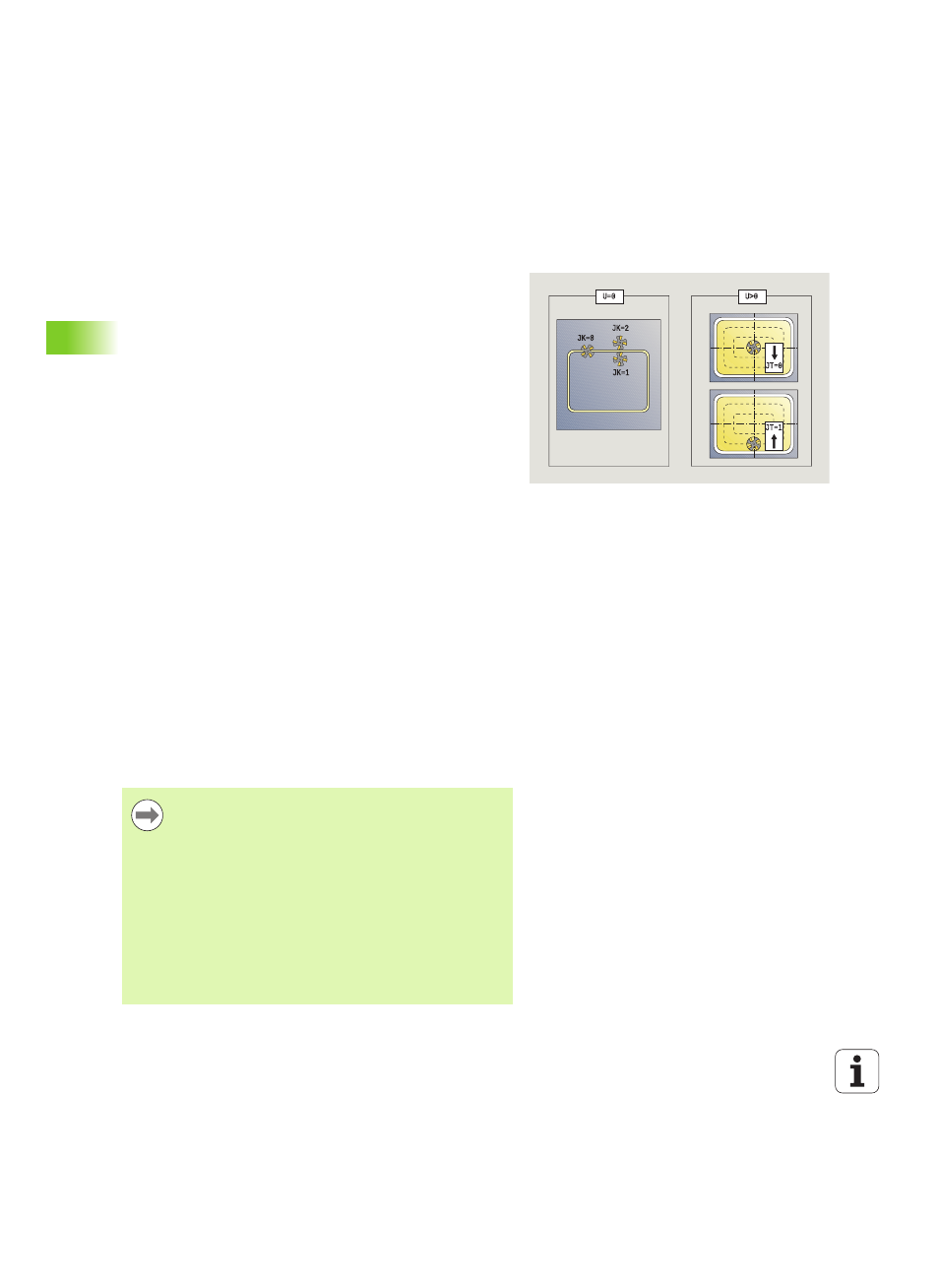
JT
Pocket milling (input is evaluated only for pocket milling)
0: From the inside out (from the inside towards the
outside)
1: From the outside in (from the outside towards the
inside)
R
Approach radius: Radius of approaching/departing arc
(default: 0)
R=0: Contour element is approached directly; infeed to
starting point above the milling plane—then vertical
plunge
R>0: Tool moves on approaching/departing arc that
connects tangentially to the contour element
R<0 for inside corners: Tool moves on approaching/
departing arc that connects tangentially to the contour
element
R<0 for outside corners: Length of linear approaching/
departing element; contour element is approached/
departed tangentially
SCI
Safety clearance in the working plane
SCK
Safety clearance in infeed direction (see page 128)
BG
Chamfer width for deburring
JG
Preparation diameter
MT
M after T: M function that is executed after the tool call T
MFS
M at beginning: M function that is executed at the
beginning of the machining step
MFE
M at end: M function that is executed at the end of the
machining step
WP
Displays which workpiece spindle is used to process the
cycle (machine-dependent)
Main drive
Opposing spindle for rear-face machining
Notes on parameters/functions:
Machining of contour or pocket:
defined with overlap
factor U
.
Milling direction:
depends on definition of cutting
direction H
and the direction of tool rotation (see
"Milling direction for contour milling" on page 328).
Milling cutter compensation:
effective (except for
contour milling with JK=0).
Approach and departure:
For closed contours, the
starting point of the first element (in rectangles, the
longer element) is the point of approach and departure.
The tool approaches directly or on an arc according to
approaching radius R.