Rockwell Automation FactoryTalk Metrics User Guide User Manual
Page 45
Collecting Performance Data Chapter 3
The Ideal Cycle Time parameter is part of the Throughput value in
the OEE equation. It indicates the time, in seconds, which the
activity area should take to produce a single good part. It can have a
decimal value. If the activity area produces parts faster than the ideal
cycle time, the OEE rating will improve. If the activity area produces
parts slower than the ideal cycle time, the OEE rating will
deteriorate.
To configure the Ideal Cycle Time:
Under Ideal Cycle Time, in the Cycle Time Type list, select one of
the following options:
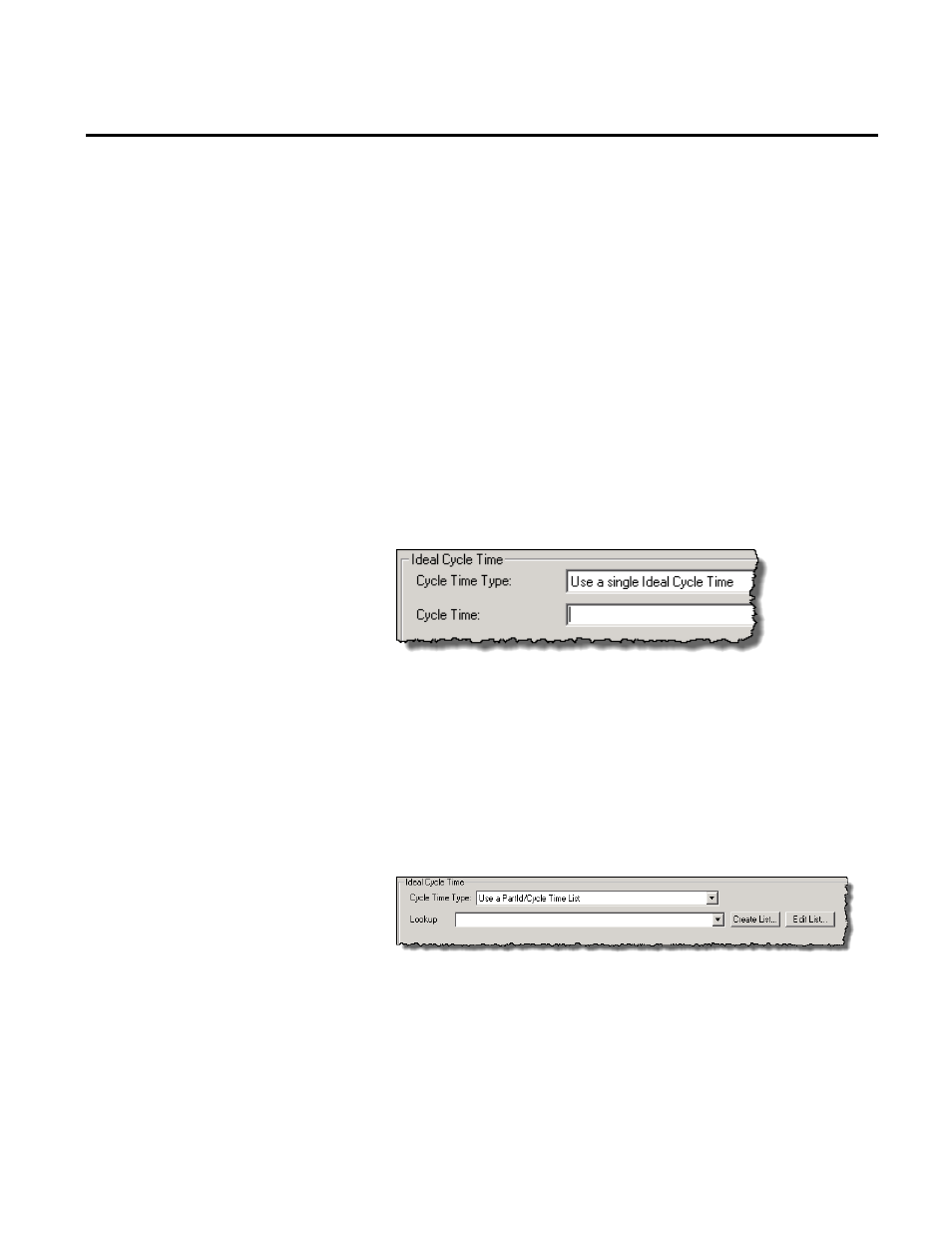
• Use a single Ideal Cycle Time
Select this option if the activity area always takes the same
amount of time to produce each part, regardless of what type
of part is being produced. Parts that take longer than the
specified cycle time will negatively impact the OEE rating.
In the Cycle Time box, specify the part production time in
seconds.
• Use a PartId/Cycle Time List
Select this option if you want to improve the accuracy of the
OEE rating. With this option, the application uses the
specified lookup list to find the Ideal Cycle Time for the type
of part that is being produced. This assumes that the activity
area always takes the same amount of time to produce a certain
type of part.
Rockwell Automation Publication PLTMT-UM001M-EN-P-June 2014
45