Hypertherm THC ArcGlide User Manual
Page 201
ArcGlide THC Instruction Manual 806450
201
4 – Maintenance
19
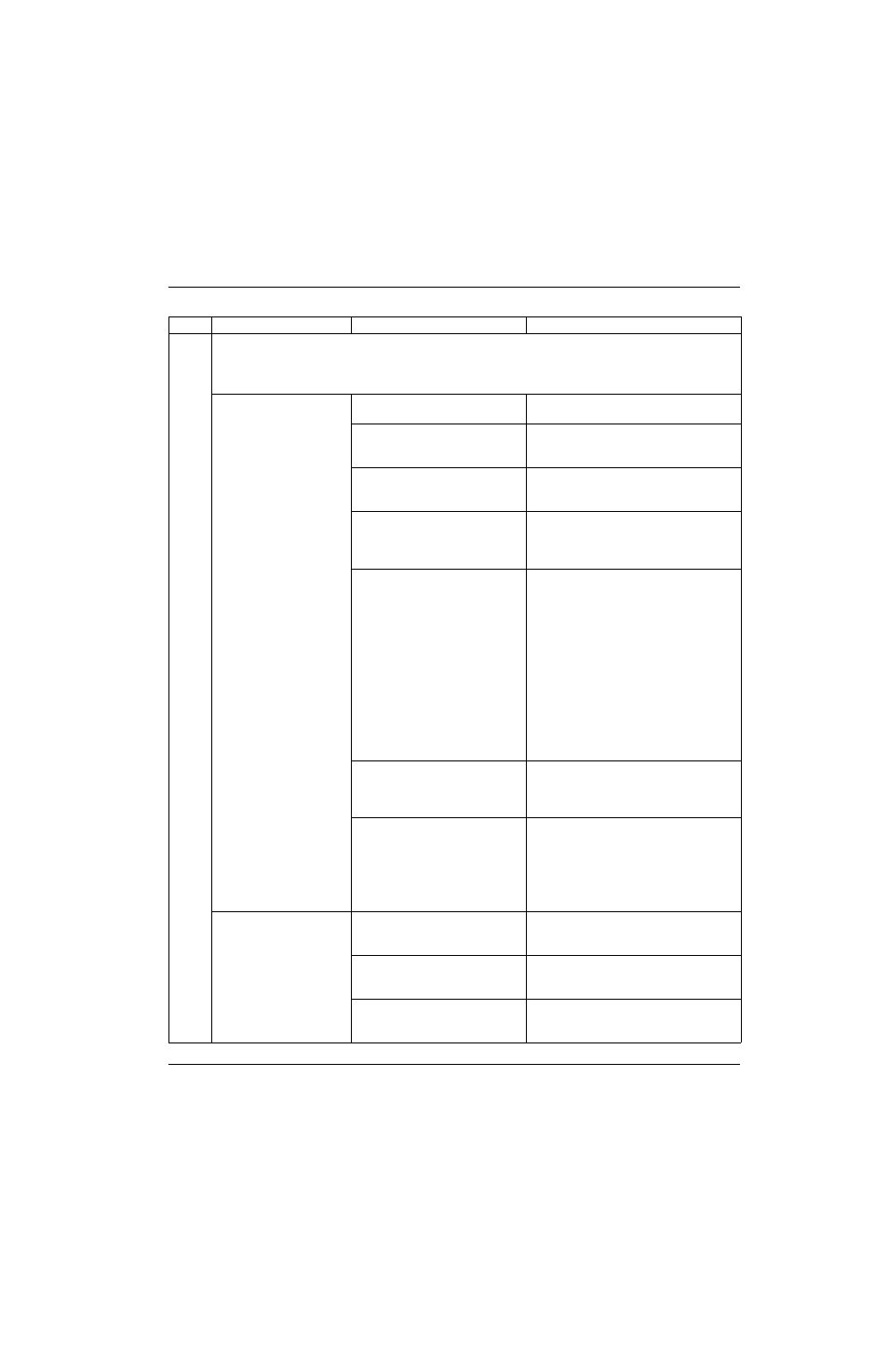
EXCESS PLATE CONTACT
The Nozzle Contact input, while cutting, was turning ON and OFF numerous times in succession or was ON
continuously for a period of time. This error can occur whether or not the nozzle is contacting the workpiece.
For a flow chart, see
Error 19 – Excess plate contact on page 186.
The nozzle is contacting
the workpiece
• Arc Voltage Control is off.
• Enable Arc Voltage Control.
• The Arc Voltage setpoint is set
too low.
• Verify that the Arc Voltage setpoint
matches the value in the plasma cut
chart.
• Sample Voltage is ON and the
IHS is inaccurate.
• If Sample Voltage is ON, verify that the
torch height is correct by performing an
IHS test.
• The travel speed is too slow.
• Verify that the cut speed equals the cut
speed in the cut chart. If the value is red,
the speed control on the operator
console is overriding the travel speed.
• The Torch Height Disable is not
turning ON when approaching
or exiting corners, holes, cutting
a small radius, or when crossing
a kerf. Torch Height Disable
should be OFF when the
cutting machine is moving at
program speed. Torch Height
Disable should turn ON when
cutting corners, a small radius,
or other situations when the cut
speed is slower than program
speed.
Torch Height Disable
should be ON
when piercing.
• In a discrete connection to the ArcGlide
control module, check the output wiring
at the CNC and the input wiring at the
ArcGlide.
• Verify the Torch Height Disable settings
in the Speeds screen of the Phoenix
software are set correctly. Torch Height
Disable speed defines the percentage of
the Cut Speed at which to disable the
torch height control.
• The workpiece is not lying flat
on the table or is warping due to
heat from the arc.
• Verify that the workpiece is lying flat and
not warping while cutting. If so, set
Nozzle Contact Cutting to OFF in the
Plasma Process screen.
• Error occurs only when marking. • If the problem occurs while marking,
verify that these parameters are set
according to the marker cut chart:
•
Marking Speed
•
Marking Height
•
Set Arc Voltage
The nozzle is not
contacting the workpiece.
• There is slag build-up between
the shield and the nozzle.
• Examine the consumables for damage or
slag build-up between the shield and
nozzle.
• The ohmic contact wire shorted
to ground after the cut started.
• Examine the ohmic contact wire for
damage to the insulation around the
wire.
• The torch is operating in a water
table and the water is above the
surface of the workpiece.
• If you are cutting in a water table, set
Nozzle Contact Cutting to OFF in the
Plasma Process screen.
Error
Description
Causes
Solutions