Hypertherm THC ArcGlide User Manual
Page 199
ArcGlide THC Instruction Manual 806450
199
4 – Maintenance
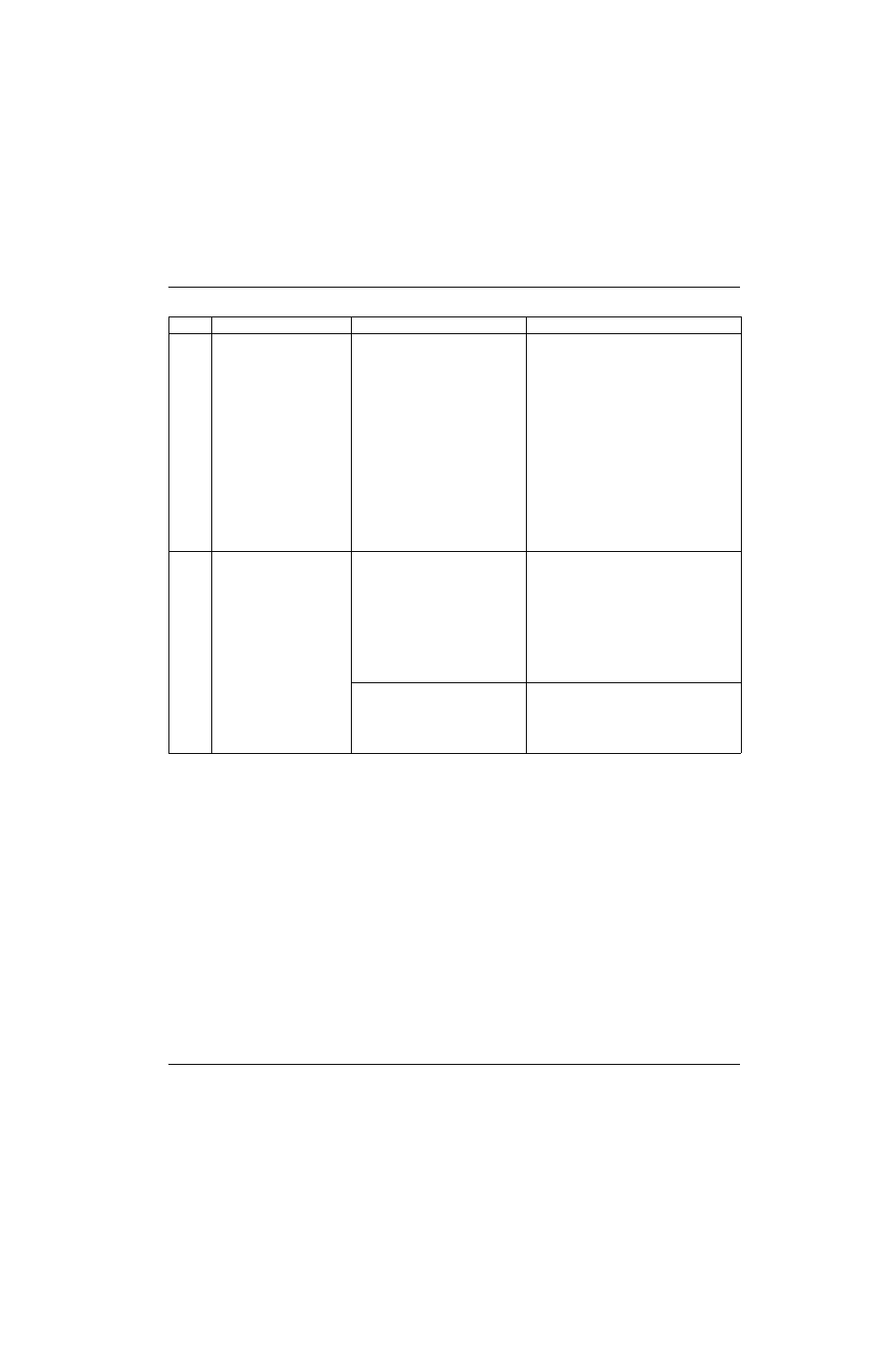
16
RAMPDOWN TIMEOUT
The Transfer signal from the
plasma system remained
active at the end of the cut
and remained on longer
than a reasonable amount
of time.
• There is a faulty or loose
connection to the plasma
system transfer (or motion
output).
• A plasma interface cable has
been damaged.
• In discrete systems, there is a
faulty Transfer input to the
control module.
• There is a faulty Plasma Start
output on the plasma interface
board or control module.
• Examine the cables between the control
module, the plasma interface board, and
the control board of the plasma system.
• Repair loose or damaged cables.
• In a discrete system, make sure the
Plasma Start output from the control
module is ON.
• Make sure the Plasma Start output from
the plasma interface board to the plasma
system control module is active.
• Monitor the Transfer output on the
plasma system control board. If the
plasma arc actually extinguishes, verify
that the transfer current sensor in the
plasma system is active.
17
RETRACT TIMEOUT
The lifter failed to retract to
the Retract Height at the
end of the cut and within a
reasonable amount of time.
• Retract Height is set too low or
too high.
• A mechanical bind is preventing
the torch from moving to the
retract height position.
• A mechanical loose connection
in the lifter is preventing the
torch from moving to the Retract
Height.
• Verify that the Retract Height is set
correctly in the CNC or HMI, on the
Setup screen.
• Examine the lifter for mechanical binding
or slipping of the drive mechanism.
• The Gain settings in the control
module are set incorrectly.
• Verify that the Gain settings in the
Hypertherm CNC or in the HMI, on the
Installation Data screen,
are correct. See
ArcGlide axis setup parameters on
page 121.
Error
Description
Causes
Solutions