Operating the control module – Hypertherm THC ArcGlide User Manual
Page 135
ArcGlide THC Instruction Manual 806450
135
3 – Operation
Operating the control module
The ArcGlide control module houses a micro-controller, I/O interface, and a motor drive. This component provides arc
voltage control and interfaces with the torch lifter, the CNC, and the plasma system through standard discrete I/O
interfaces or through the Hypernet interface. The main function of the control module for the operator of the ArcGlide
THC is for viewing system status and reading error messages and other system feedback that can help with system
troubleshooting.
You cannot set parameters through the control module using Hypernet or discrete communication. However, if your
system includes a CNC that is not a Hypertherm CNC, you can set parameters on the control module with RS-422
communication and commands. See
ArcGlide THC Serial Communication Protocol on page 249 for more information.
On the front of the ArcGlide control module, there is a set of LEDs and a display window. See
page 127 for more information.
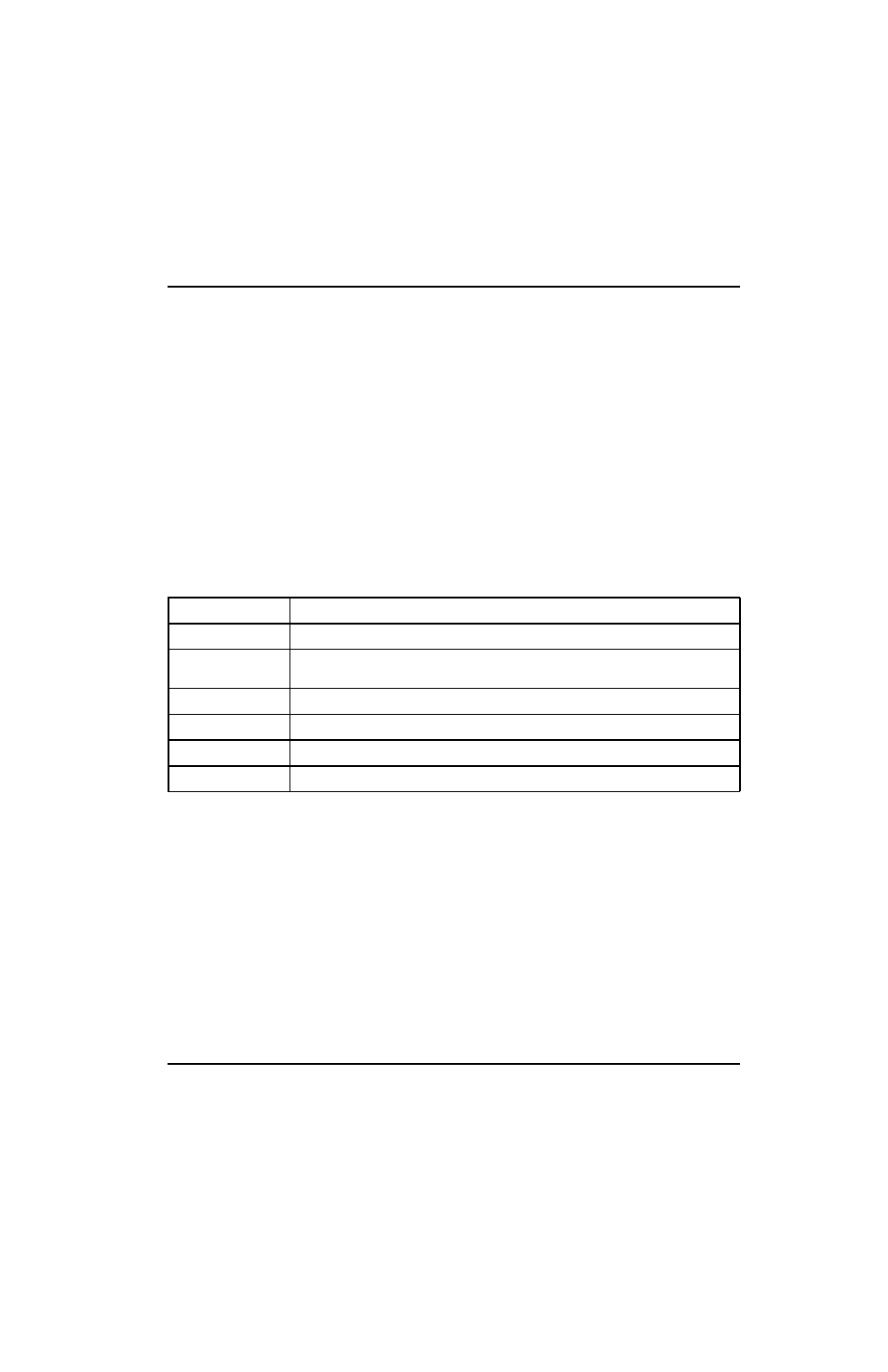
The LEDs illuminate to indicate the status of the ArcGlide control module. The meaning of each LED is described in
Table 6.
Table 6
In addition to the LEDs, there is also a display window where 13 screens display, screens 0 – 12. These displays can be
used to view the parameters that have been set through the HMI or CNC and can be used to check the state of the
control module I/O. Push the UP or DOWN arrow to scroll up or down through the screens in the display window.
In the description of each entry on each screen, the default values are in bold.
Control module LED
Meaning
START
An active cycle START signal has been received.
MOTION
Transfer and Pierce Delay (Pierce Time in Phoenix software) have completed and motion can
begin for cutting.
AVC
Arc Voltage Control is enabled and is within normal operating limits.
TIP-TOUCH
The torch is touching the workpiece.
LIMIT
The torch has reached its limit switch.
ERROR
There is an error.