Machining parameters (processing), General settings, 2 p a ra met e rs – HEIDENHAIN SW 548328-05 User Manual
Page 519: Machining parameters (processing) general settings
HEIDENHAIN MANUALplus 620
519
8.2 P
a
ra
met
e
rs
Machining parameters (processing)
General settings
Global technology parameters – Safety clearances
Machining parameters are used by the work plan
generation (TURN PLUS) and various machining cycles.
Global safety clearance
Speed limiting [SMAX]
Global speed limiting. You can define a small speed limit in the
program head of the TURN PLUS program.
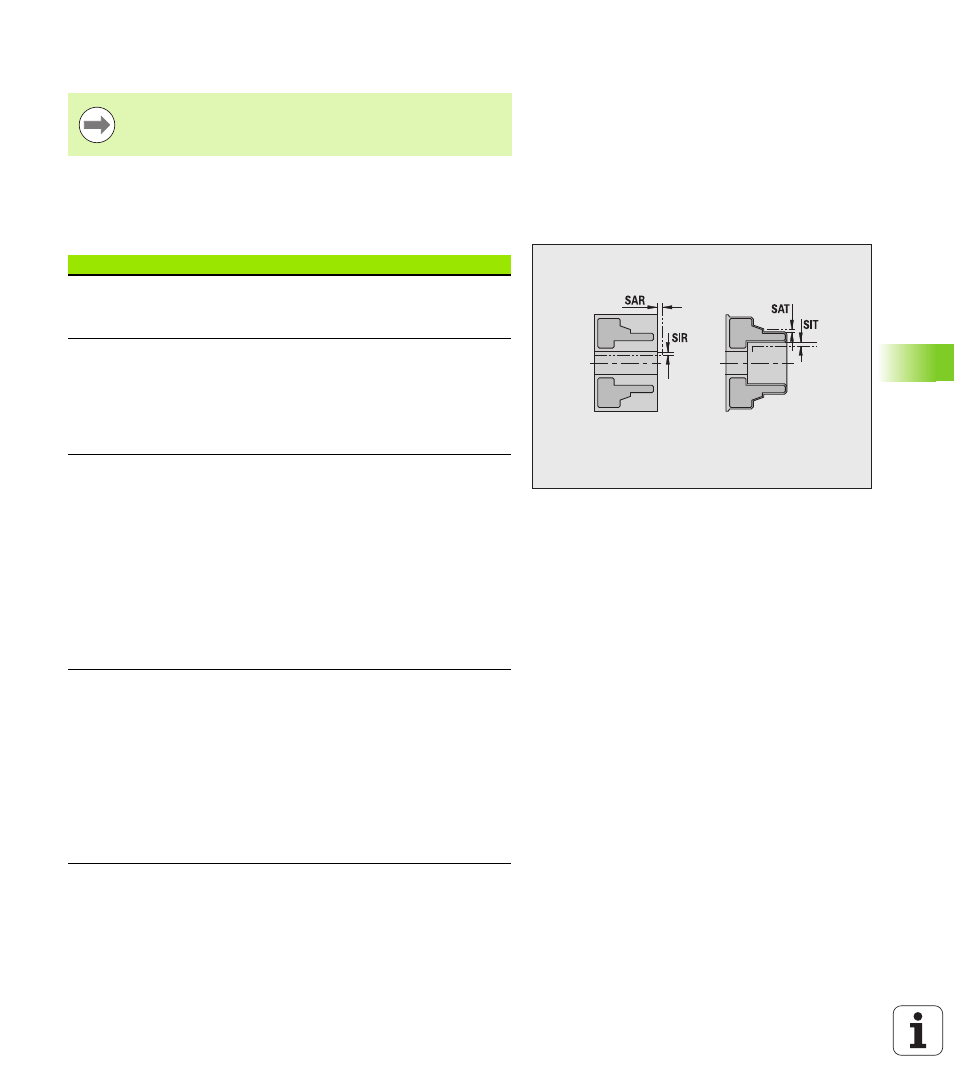
External on blank part [SAR]
Internal on blank part [SIR]
TURN PLUS takes account of SAR/SIR
for all rough-turning operations
for centric predrilling
External on machined part [SAT]
Internal on machined part [SIT]
TURN PLUS takes SAT/SIT into account on premachined
workpieces for:
Finish-machining
Recess turning
Contour recessing (contour cutting)
Recessing
Thread cutting
Measuring
G14 for new units
Default setting for the axis sequence (start unit: GWW parameter)
that is used to approach the tool change position:
No axis
0: Simultaneously
1: First X, then Z
2: First Z, then X
3: Only X
4: Only Z