Cut, transverse finishing plunge—expanded, 4 t u rn ing cy cles – HEIDENHAIN SW 548328-05 User Manual
Page 172
172
Cycle programming
4.4 T
u
rn
ing cy
cles
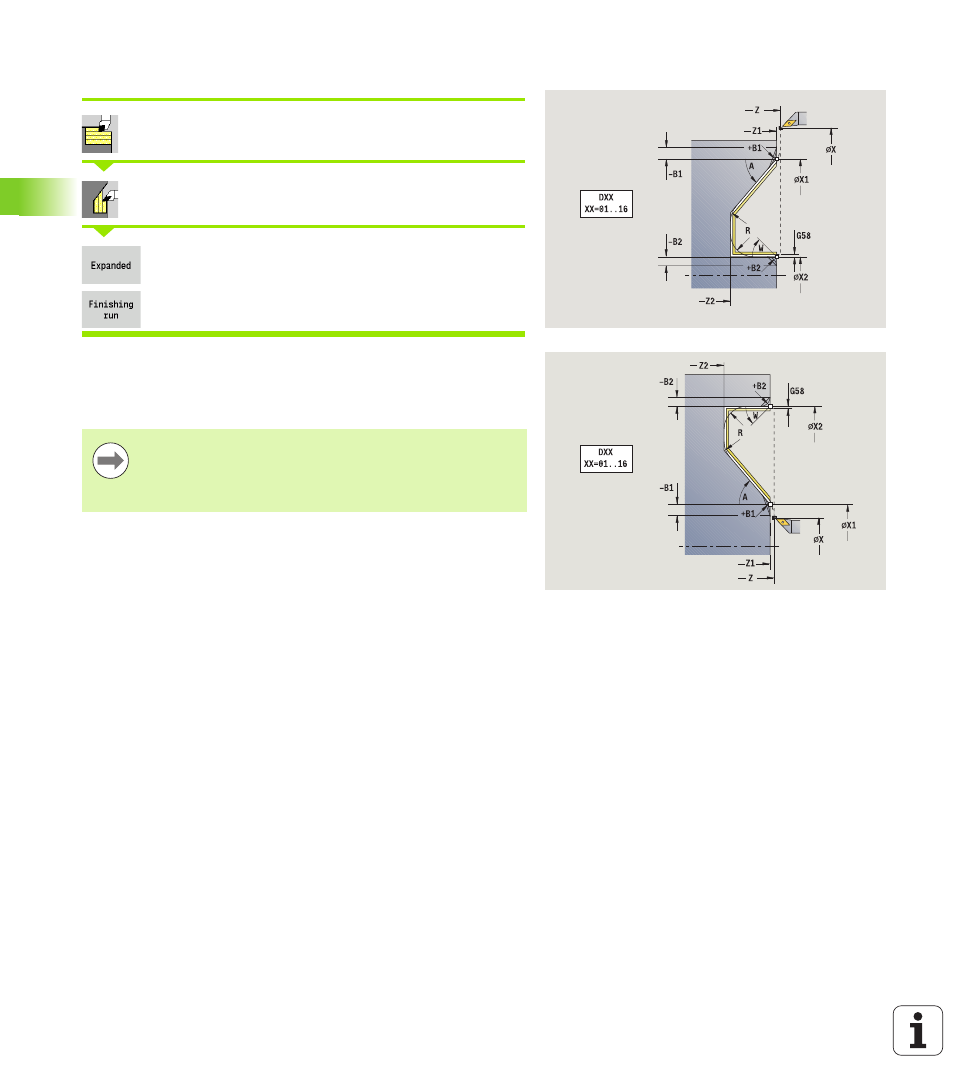
Cut, transverse finishing plunge—expanded
Select cut, longitudinal/transverse
Select plunge, transverse
Press the Expanded soft key
Press the Finishing run soft key
The cycle finishes the contour area from the contour starting point
to the contour end point. When the cycle is completed, the tool
remains at the cycle end position.
The tool plunges with the maximum possible angle,
leaving material remaining.
The steeper the tool plunges into the material, the
greater the feed rate decrease (max. 50 %).
Cycle parameters
X, Z
Starting point
X1, Z1
Contour starting point
X2, Z2
Contour end point
DXX
Additive compensation number 1 –16 (see page 124)
G58
Contour-parallel oversize
A
Plunge angle (range: 0° <= A < 90°; default: 0°)
W
End angle—oblique cut at contour end
(Range: 0° <= W < 90°)
R
Rounding arc
G14
Tool change point (see page 124)
T
Turret pocket number
ID
Tool ID number
S
Spindle speed/cutting speed
F
Feed per revolution
B1, B2
Chamfer/rounding arc (B1 contour start; B2 contour end)
B>0: Rounding radius
B<0: Chamfer width
G47