4 t u rn ing cy cles – HEIDENHAIN SW 548328-05 User Manual
Page 192
192
Cycle programming
4.4 T
u
rn
ing cy
cles
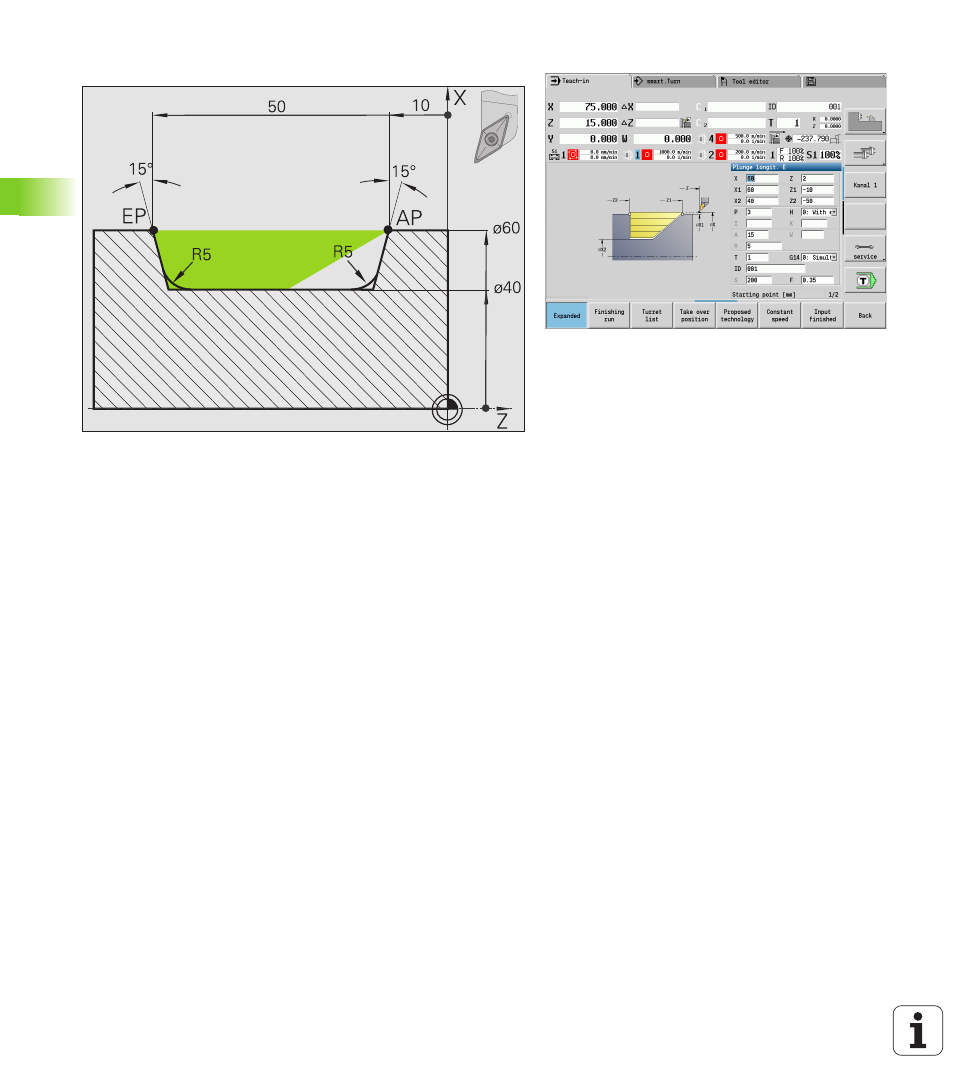
Roughing (recess clearance) with plunge cycle
The tool to be used cannot plunge at the required angle of 15°. The
roughing process for the area therefore requires two steps.
First step:
The shaded area from AP (starting point of contour) to EP (contour end
point) is rough-machined with the cycle Plunge longitudinal—
expanded,
taking oversizes into account.
The starting angle A is defined with 15°, as specified in the
workpiece drawing. From the tool parameters, the MANUALplus
automatically calculates the maximum plunging angle that can be
achieved with the programmed tool. The resulting contour will not be
complete and will be reworked in the second step.
The rounding arcs in the contour valley are also machined in "expanded
mode."
Be sure to enter the correct values for the parameters contour
starting point X1, Z1
and contour end point X2, Z2. These
parameters determine the cutting and infeed directions—in this
example, external machining and infeed in negative X-axis direction.
Tool data
Turning tool (for external machining)
WO = 1 (tool orientation)
A = 93° (tool angle)
B = 55° (point angle)