Thread milling, axial, 7 dr illing cy cles – HEIDENHAIN SW 548328-05 User Manual
Page 296
296
Cycle programming
4.7 Dr
illing cy
cles
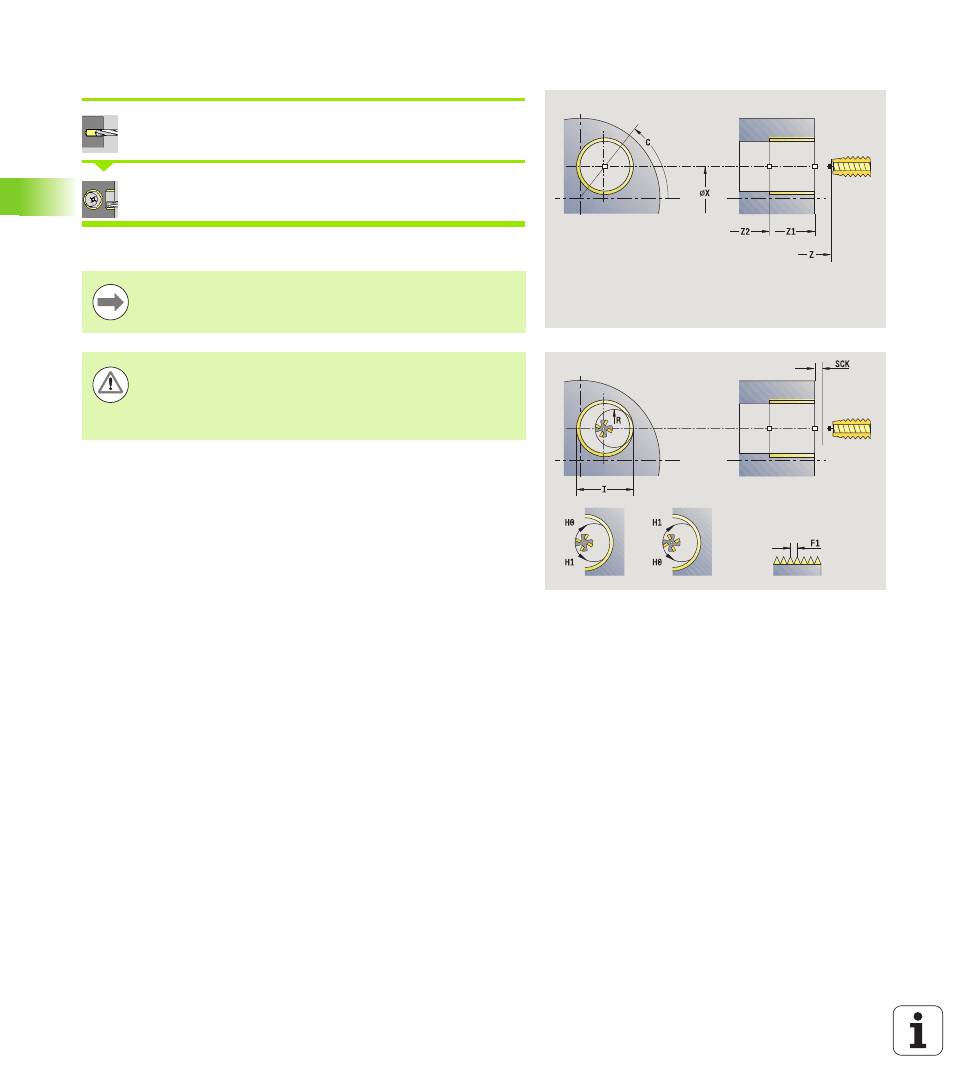
Thread milling, axial
Select drilling
Select thread milling, axial
The cycle mills a thread in existing holes.
Use threading tools for this cycle.
Danger of collision!
Be sure to consider the hole diameter and the diameter
of the milling cutter when programming approaching
radius R.
Cycle parameters
X, Z
Starting point
C
Spindle angle (C-axis position)—(default: current spindle
position)
Z1
Starting point of thread (default: drilling starts from Z)
Z2
End point of thread
F1
Thread pitch (= feed rate)
J
Direction of thread
0: Right
1: Left
I
Thread diameter
R
Approaching radius [default: (I - milling diameter)/2]
H
Cutting direction
0: Up-cut milling
1: Climb milling
V
Milling method
0: The thread is milled in a 360-degree helix
1: The thread is milled in several helical paths (single-
point tool)
SCK